折弯机槽宽怎么选择【详解】
大家知道折弯机槽宽怎么选择吗?今天来为大家简单介绍一下。
一、选择方法:
比如1个厚的板材是用8个宽的槽,但是板材实际折弯部分只有6个宽的情况下,一定要选用小于6个宽的槽才能将板材压成90°。只是折弯机模具的受力比较大比较易损折弯机模具,在制作的过程中,可以在槽宽的两侧倒两个R可以让板材更省力的拉升下去。
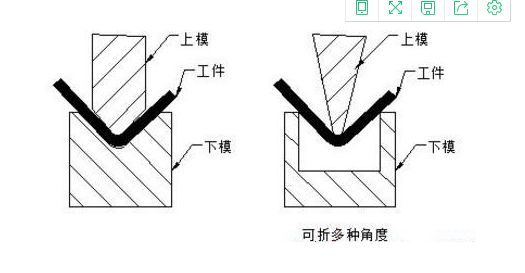
二、折弯机是一种能够对薄板进行折弯的机器,其结构主要包括支架、工作台和夹紧板,工作台置于支架上,工作台由底座和压板构成,底座通过铰链与夹紧板相连,底座由座壳、线圈和盖板组成,线圈置于座壳的凹陷内,凹陷顶部覆有盖板。使用时由导线对线圈通电,通电后对压板产生引力,从而实现对压板和底座之间薄板的夹持。由于采用了电磁力夹持,使得压板可以做成多种工件要求,而且可对有侧壁的工件进行加工,操作上也十分简便。

钣金折弯半径跟板厚度之间的关系(图文对比) :
钣金折弯半径是钣金图纸中要求的一个数值,这个在值实际加工中很难确定有多大。其实这个钣金折弯半径是跟料厚、折弯机压力大小、折弯模具下模槽宽有一定关系的。具体有什么关系,今天我们来研究一下:
实际钣金加工中经验得出:一般板厚不大于6mm时,在折弯时,钣金折弯内半径可以直接用板厚尺寸做为半径。
当板厚大于6mm且小于12mm时,板内折弯半径一般是板厚的1.25倍至1.5倍。板厚不小于12mm时,板内折弯半径一般取2倍至3倍的板厚。
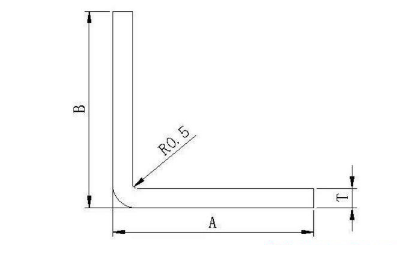
当折弯半径为R=0.5时,一般的钣金厚度T就等于0.5mm。如果需要大于或小于板厚的半径尺寸,需要用专用模具加工。
当钣金图纸要求板材折弯90°时,而折弯半径特别小的时候,应该采用板材先刨槽加工,再钣金折弯。还可以加工特殊的折弯机模具上模及下模。
钣金折弯半径与折弯模具下模槽宽的大小有一定关系。
通过钣金加工中大量的实验发现,折弯模具下模槽宽与折弯半径大小有一定的关系。比如:1.0mm板材采用8毫米槽宽来折弯,这样压出来的折弯半径理想状态下是R1。
如果用20毫米槽宽来折弯的话,由于折弯时上模都是往下运动,拉伸板材深度达到一定的角度。那我们知道20毫米宽的槽面积要比8毫米宽的槽面积大,在用20毫米宽槽折弯时,拉伸面积也变大同时R角也会增大。
所以,在对板材折弯半径有要求,又不损害折弯机模具的情况下,我们尽量用窄槽来折弯。正常情况下,建议还是按照标准的板厚与槽宽成1:8的比例来操作。最小不能小于板厚与槽宽成1:6的比例来操作,钣金折弯可适当小一些,不能小于板厚与槽宽的1:4的比例来操作。建议:在强度允许的情况下,优先采用先刨槽在折弯的方法,来制作小的钣金折弯半径。
钣金加工折弯半径根据材料厚度和折弯槽口宽度有关,简单方便的,比较粗糙的方法是:
一般板厚不大于6mm时,在折弯时板内弯曲半径可以直接以板厚尺寸作为半径,板厚大于6mm小于12mm时,板内折弯半径一般是板厚的1.25倍至1.5倍,板厚不小于12mm时,板内折弯半径一般取2倍至3倍的板厚。
下图是折弯机厂家提供的折弯半径、压力、最小折弯高度对应表格:
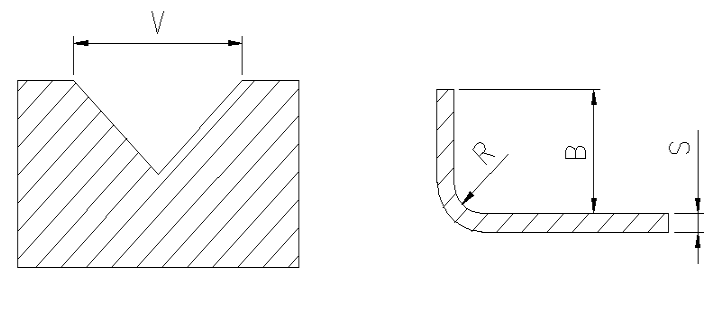
代号解释:
V 折弯槽口宽度
R 折弯半径
B 最小折弯高度
S 板材厚度
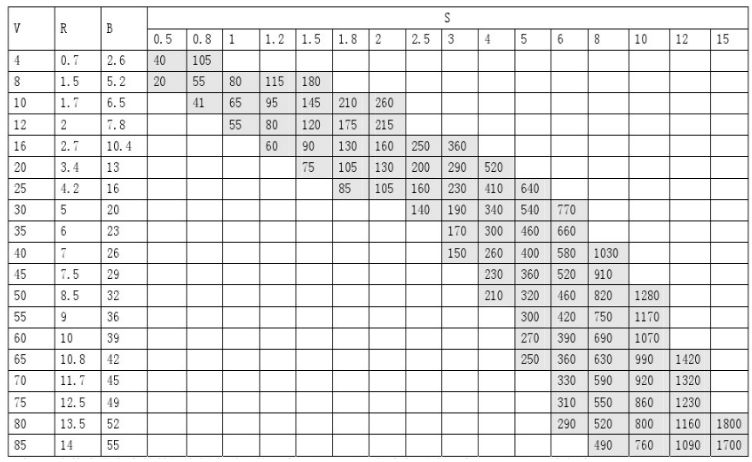
说明:表格中带灰度的数据为折弯需要的压力P(kN/m),折弯机最大压力1700kN,现有折弯刀口V=12、16、25、40、50五种规格,请参照现有刀口和折弯长度确定折弯半径,以便计算准确的展开料长。
上面说明是某折弯机的压力参数和折弯槽口宽度,实际应用根据自己钣金加工厂的折弯机压力和折弯槽口计算使用。
这里是一段可以自定义编辑的内容




