激光锡球喷射焊接的原理及优点【详解】
以下为激光锡球喷射焊接的原理及优点,一起来看看吧。
首先我们要了解激光锡球喷射焊接的工作原理,如下图所示:
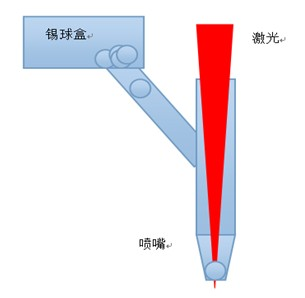
激光喷锡焊接系统锡球从锡球盒输送至喷嘴,用激光加热熔化后,由特制喷嘴中喷出,直接覆盖至焊盘,不用额外助焊剂,不用其他工具。采用锡球喷射焊接,焊接精度高,对于温度有要求或软板连接焊接区域。整个过程中焊点与焊接主体均未接触,解决了焊接过程中因接触而带来的静电威胁。
激光喷锡焊接系统具有以下特点:
1.激光加工精度高,光斑小,加工时间程序控制,精度高于传统工艺方式,适用于微小精密件焊锡,焊锡工件对温度比较敏感的场所。
2.不接触性加工,不接触焊接导致的静电,能在常规方式不易施焊部位进行加工。
3.细小的激光束替代烙铁头,在加工件表面有其他干涉物时,同样便于加工。
4.局部加热,热影响区小;不产生静电威胁。
5.激光是洁净的加工方式,维护简单,操作方便。重复操作稳定性好。
6.六轴工作平台,配备同步CCD定位及监控系统,自动夹持,自动判断有无工件,能保障焊接精度和良品率。
7.激光喷锡焊接系统不用助焊剂急其他工具,保障了加工的清洁度。
8.加热速度快定位精准,可在0.2秒内完成。
9.锡球直径最小可到50μm,适合高精密焊接。
10.焊锡的良品率比普通自动焊锡机要高。
11.带有视觉定位系统适合流水线生产。
过炉后产生锡珠锡球的原因及解决措施:
原因:
(1)焊膏本身质量问题—微粉含量高:粘度过低;触变性不好
(2)元器件焊端和引脚、 印制电路基板的焊盘氧化和污染,或印制板受潮
(3)焊膏使用不当
(4)温度曲线设置不当——升温速度过快,金属粉末随溶剂蒸汽飞溅形成焊锡球;预热区温度过低,突然进入焊接区,也容易产生焊锡球
(5)焊膏量过多,贴装时焊膏挤出量多;模板厚度或开口大;或模板与PCB不平行或有间隙
(6)刮刀压力过大、造成焊膏图形粘连;模板底部污染,粘污焊盘以外的地方
(7)贴片的压力大,焊膏挤出量过多,使图形、粘连
对策:
u 1.控制焊膏质量,小于20um
微粉粒应少于百分之10%
u 2.严格来料检验,如印制板
受潮或污染,贴装前清洗并烘干
u 3.按规定要求执行
u 4.温度曲线和焊膏的升温斜
率峰值温度应保持一致。160度的升温速度控制在1度/秒~2度/秒
u 5.①加工合格模板②调整模
板与印制板表面之间距离,是其接触并平行
u 6.严格控制印刷工艺,保证
印刷的质量
u 7.提高贴片头Z桌的高度,
减小贴片压力
这里是一段可以自定义编辑的内容




