凯恩帝数控系统操作教程
1 概要
使用 其数控系统时,只要掌握如下几方面的操作内容,就可以很方便的进行操作了。
1.1.手动操作:
(1)手动返回参考点及手动程序回零。
(2)手动方式下移动刀具。
(3)手动辅助机能操作。
1.2.自动运行:
(1)存储器运行,是按编制好的程序自动运行加工工件。
(2)MDI 运转,把一个程序段用 MDI 键盘上的键送入后根据这个指令可以运转,这就
叫做 MDI 运转。
1.3.程序的编辑:
(1)把编制好的程序存到数控系统的存储器上。
(2)在编辑方式下,运用操作面板上的编辑键对程序进行修改,变更程序。
1.4.程序的调试:
在实际加工以前,可先检查机床运动是否符合要求,检查方法有机床实际运动和机床
不动(只观察位置显示和变化)两种。
A) 机床实际运动方法
1、可调整进给倍率
2、采用单程序段,即是每按一次启动键后刀具走一个动作(执行一个程序段)后停止,
再按启动键后刀具走下一个动作后(执行下一个程序段)停止,这样可以检查程序。
B)机床不动,观察显示位置变化或通过图形功能,观察加工时的刀具轨道的变化。
1.5.数据的显示和设定:
(1)刀具补偿的显示和设定方法。
(2)参数的显示和设定。
(3)用诊断参数判断机床的输入输出口信号状态。
1.6.显示: (1)程序的显示。 (2)位置的显示。 (3)报警信息显示及处理。
1.7.电子盘的存取。
1.8.图形功能。
2 操作面板说明
2.1 面板区域划分
车床系统
LCD/MDI 面板见下图:
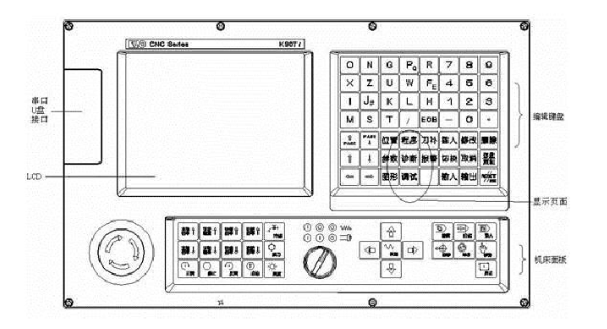
2.1.1 LCD液 晶屏显示区
数控系统采用7.4英寸单色液晶屏显示。
2.1.2 前置串口 、U盘接口区
为了使用户的使用方便,本系统前后均有串口接口,并增加U盘功能。
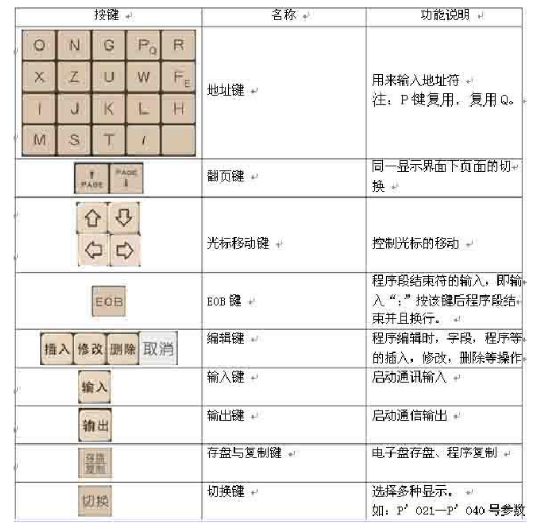
2.1.3 编辑键盘 区
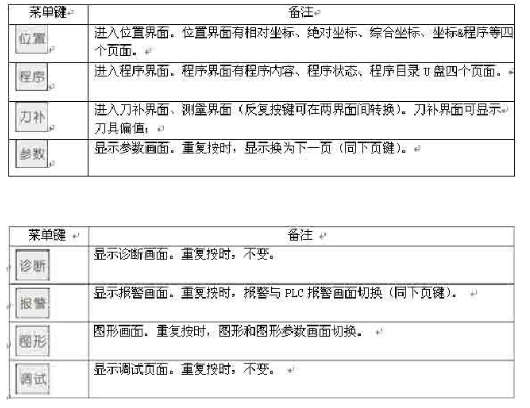
2.1.4 显示界面菜 单区
2.1.5 机床面板 区:
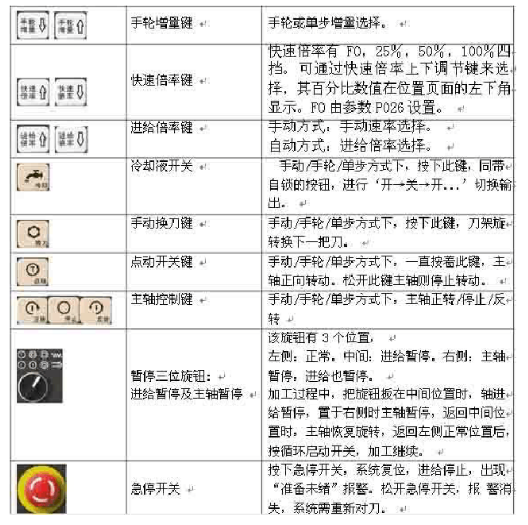
注:1.手动方式下轴旋转后,如果按任何主轴键(正转,反 转,停止,点动),都会使主轴停止。自动方式下:
主轴旋转后,指定当前旋转的反向时,报警,暂停程序执行。
2.快速倍率增、减键:
可对下面的快速进给速度进行100%、
50%、25%的倍率或者为FO的值上。
(1) G00快速进给 (2) 固定循环中的快速进给 (3) G28时的快速进给 (4) 手动快速进给
5) 手动返回参考点的快速进给
例:当快速进给速度为6米/分时,如果倍率为50%,则速度为3米/分。
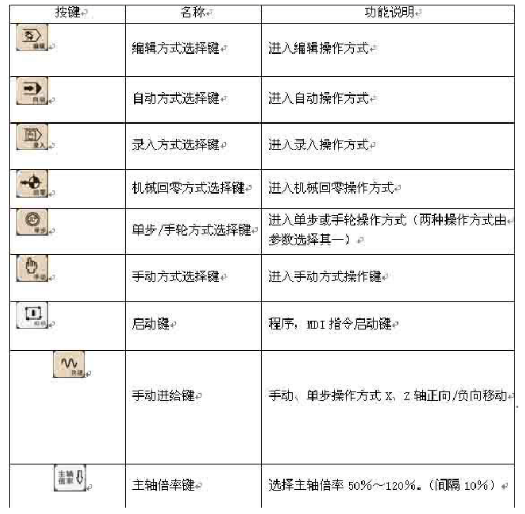
2.2 操作方式概述
系统有编辑、自动、录入、机械回零、单步/手轮、手动等六种操作方式。
1.编辑操作方式
在编辑操作方式下,可以进行加工程序的建立、删除和修改等操作。
2.自动操作方式
在自动操作方式下,自动运行程序。
3.录入操作方式
在录入操作方式下,可进行参数的输入以及指令段的输入和执行。
4.机械回零操作方式
在机械回零操作方式下,可分别执行X、Z轴回机械零点操作。
5.手轮/单步操作方式
在单步/手轮进给方式中,CNC按选定的增量进行移动。
6.手动操作方式
在手动操作方式下,可进行手动进给、手动快速、进给倍率调整、快速倍率调整及主轴启
停、冷却液开关、润滑液开关、主轴点动、手动换刀等操作。
这里是一段可以自定义编辑的内容




