三菱主轴电机过热报警提示【解析】
机床主轴在高速旋转时,主轴及电机是受热的主要部件,一旦温度过高,会影响机床的加工精度从而降低产品的质量,加剧绕组绝缘材料的老化,电机寿命大大缩短,严重时会将轴承/电机烧毁。主轴电机具有温度检测功能,当异常时,系统会出现“S01 0046 电机过热 S1”的红色警报。下面简单介绍三种不同情况下出现此报警的检查应对方法。
电动机本身内部的原因
(1)安装和维修电动机时,误将△形接法的电动机绕组接成了Y形接法,或者误将Y形接法的接成了△形.
(2)绕组相间、匝间短路或接地,导致绕组电流增大,三相电流不平衡,使电动机过热.
(3)极相组线圈连接不正确或每相线圈数分配不均,造成三相空载电流不平衡,并且电流过大;电动机运行时三相电流严重不平衡,产生噪声和振动,电动机过热.
(4)定、转子发生摩擦发热.
(5)异步电动机的笼型转子导条断裂,或绕线转子绕组断线.电动机出力不足而过热.
(6)轴承安装不合适或轴承质量不好.
2、电动机负载方面的原因
(1)电动机长时间过负载运行,定子电流大大超过额定电流,电动机过热.
(2)电动机启动于频繁,启动时间过长或者启动间隔时间太短,都会引起电动机温升过高.
(3)被拖动机械故障,使电动机出力增大,或被卡住不转或转速急剧下降,使电动机电流猛增而过热.
(4)电动机的工作制式和负载工作制不匹配,例如短时周期工作制的电动机用于带动连续长期工作的负载.
3、环境和通风散热方面的原因
(1)电动机工作环境和通风过高,电动机得不到良好的通风散热而过热.
(2)电动机内的灰尘、油垢过多,不利于电动机的散热.
(3)风罩或电动机内挡风板未装,导致风路不畅,电动机散热不良.
(4)风扇破损、变形、松脱,或者未装或装反,使电动机通风散热不良.
(5)封闭式电动机外壳散热筋片缺损过多,散热面积减少;或者防护式电动机风扇堵塞,都会造成电动机通风散热不良而温升过高.
怎么用变频器对电机进行热保护百度
为了防止电机的温度过高,请把电机的额定电流设定到Pr.9电子过电流保护。
┌────┬───────┬─────┬─────────┬─────┐ │参数编号│名称 │初始值 │设定范围 │内容 │
├────┼───────┼─────┼────┬────┼─────┤ │9 │电子过电流保护│变频器额定│55K以下 │0~500A │设定电机的│
│ │ │输出电流 ├────┼────┤额定电流 │
│ │ │ │S75K以上│0~3600A │ │
└────┴───────┴─────┴────┴────┴─────┘
主轴电机过热处理办法
01 检查电机散热风扇
良好的散热来自于主轴电机风扇的正常工作,生产环境中油污/粉尘/铁屑较多,容易导致主轴电机风扇积污过多,从而引发风扇转速下降、降低电机散热效率或损坏风扇。建议对风扇做定期保养
主轴电机的清洁保养
02 检查机械方面观察电机处于匀速运行状态下,反馈的转速是否有波动,是否有异音、振动现象,并确认负载值是否正常,从而判断主轴或皮带等机械方面是否为诱因。异常情况下长时间运行会导致电机温度的升高且容易损坏电机。
03 修改加工程序由于产品的特性要求或程序编写的不合理等因素,导致主轴电机频繁地加减速,使得电机启停电流的提升,造成电机温度提高。建议客户检查或修改加工程序/工艺以避免。04 加工条件选择切换可根据加工用途(零件或模具等)或加工等级(粗加工、半精加工、精加工等)的不同,预先设定多组加工参数,通过G指令或者画面选择,方便快捷地切换合适的一组参数进行加工,对加工效率、品质及电机性能维护上都有帮助。
加工条件选择功能05 调整参数设置可适当延长“#3101~#3104主轴加减速时间常数”、配合“#13071减速时可变电流限制下限值”和“#13072减速时可变电流限制拐点速度”的减小来帮助改善。
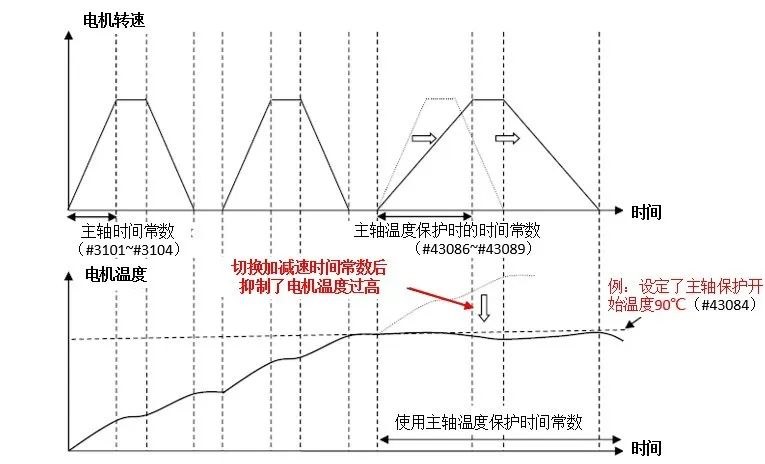
但对于追求加工效率的客户,可升级M80系统软件为C6以上版本,启用“主轴温度保护功能”来对应,通过设定开始/解除主轴保护的温度,可使主轴处于过负载状态时智能调整主轴加减速时间常数,抑制主轴过热,参数参考下表:

预先测试主轴加减速与主轴温升的关系,找到预设拐点温度时的时间常数,然后设置到对应参数。使用后效果如下图1:
二持续性报警,开关机也无法解除
01 检查回授线缆(包括接头、插针)
如下图2所示,在Drv监视界面主轴单元温度显示“-20℃”且无变化时可外接一条全新的编码器回授线测试,或检查回授线接头,确认是否脱落或接触不良。

注意:编码器与回授线的连接接头属“公母型”插头,有明显的卡扣标记。错误方向将无法完全插入,且可能导致接头内插针被顶出,再重新调整接入后虽看似正常,但在机台加工出现振动时,插针的轻微顶出可能引起接触不良导致故障的出现,请正确安插接头。
02 检查电机热敏电阻
电机内部装有热敏电阻,随电机温度的变化,阻值将相应改变并通过CNP2E-1回授线缆进行回馈。通过测量主轴电机侧PLG插头内1、2号插针MT1、MT2即可量得阻值。注意:机台断电情况下,且电机处于常温时测量数据才相对准确,不同型号的电机其热敏电阻阻值不尽相同,一般为9千欧左右,当测量出阻值无穷大或短路等情况就需更换热敏电阻。
三 机床装配过程中,主轴电机未安装时出现报警
修改输出点位
部分机床厂家在装机前为了先检测机械/铸件的精度等各项标准是否达标,或客户现场主轴电机已送维修,暂未连接主轴电机,但三轴需要移动/磨合时,新款驱动器(MDS-EM系列)可能会出现“S01 0046 电机过热 S1”警报导致无法进行测试。可将主轴“#13018设为0002”开环的同时,修改PLC输出点位“Y18BF为1”,或者将参数“#13217设为1000及#13225 bit2=1”即可解除警报,如图4所示:
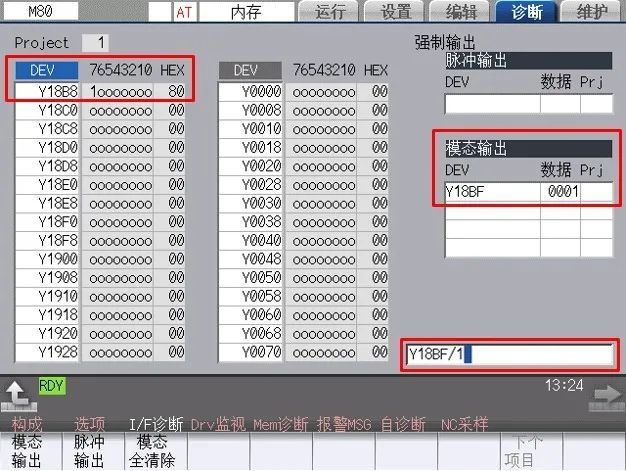
图 4
总结:电机温度的异常涉及各方面,以上已大致列出对应方法。建议大家定期对机床做好保养,主轴电机也是其中重要一环。对电机的维护,不要等到报警出现时再对应,这样才能延长电机的使用寿命。
这里是一段可以自定义编辑的内容




