注塑产品重量不稳定如何解决【干货】
产品重量不稳定(注塑不稳定)是指塑料产品的重量达不到设定的标准重量,并伴随着有超出允许范围的变动。
这种情况可能会对产品功能性有所影响。产品重量增加的话,注塑企业的生产成本也会增加。产品重量不稳定属于轻微缺陷,一般这类型的检验标准允许重量变动范围量为3% ~ 5%,标准因产品重量大小而异。
缺陷图片案例
下图为产品重量不稳定的缺陷图片,如图所示,同样的两个产品质量分别为143.8g 和152.4g。

▲ 图1 产品重量不稳定的缺陷图片
原因分析思路
当产品重量不稳定时,利用人、机、料、法、环的方法进行分析,将影响产品的所有因素进行分类汇总。产品的结构固定下来后,产品的重量就没有变化了。

▲ 图2 原因分析
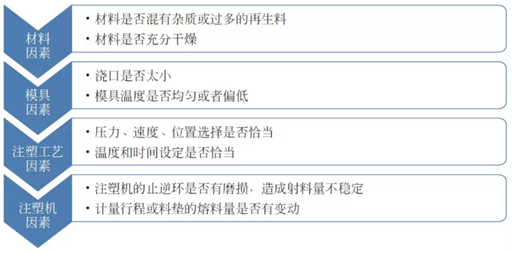
▲ 图3 分析流程
先从材料和模具方面进行一个初步的判断,然后要针对问题有一个大概的分析思路,再对注塑工艺参数进行调整,从而找到问题的具体原因。
对于产品重量不稳定的缺陷来说,注塑工艺是主要的影响因素。有时候由于注射速度过快,产品冷却后无法再继续保压达到产品设定的重量。当注射速度过慢时,产品远端没有填充饱满,产品重量同样也会受到影响。
成因分类
材料:
1、塑料材料中有杂质,而杂质的密度又比所使用的材料密度小,所以熔融后的材料重量存在差异。
2、塑料干燥程度不足,含水量过大。
3、塑料质量不稳定(有添加回收料)。
模具:
1、浇口太小,导致无法完全填充模具型腔。
2、模具温度不均匀或者偏低。
注塑工艺:
1、熔融塑料的背压不足,导致材料内有气体,移动同样多的距离,重量却偏小。
2、料斗下料不稳定,料筒内有一部分空洞,造成偏差。
3、注射时间不足,未填充满时,设定的注射时间已用完。
4、保压时间和压力不足。
注塑机:
1、注塑机的止逆环有磨损,注射过程中,熔融料有回流现象,导致注射量不稳定。
2、计量行程或料垫的熔料量有变动。
3、锁模力不足,这种情况下产品重量会有所增加。
解决方案
材料:
1、清洁生产设备,防止产生杂质。
2、充分干燥材料。
3、使用不加再生料的纯原料。
模具:
1、加大浇口。
2、调整模具温度。
注塑工艺:
1、增加熔融料背压,排出料筒内的气体。
2、拆下料斗进行检查与疏通。
3、延长注射时间。
4、延长保压时间,加大保压压力。
注塑机:
1、更换注塑机配件。
2、检测设备的稳定性。
3、调大锁模力或更换大吨位的注塑机。
这里是一段可以自定义编辑的内容




