内螺纹震刀怎么解决【秘籍】
1.第一刀要一次车到螺纹成品尺寸,
2.第二刀留30道的余量,
3.第三刀是修光,这样你车出的螺纹好看而且用环规测试绝对合格,由于第一刀的量过大,所以会有一定的颤纹,缩短刀体长度就能解决了。车螺纹尽量用白钢刀,合金刀车出来不是太好看~,另外一定记住要多往刀刃部分抹食用油
1 原因分析
◆零件结构形状 (见图1:)
从图1可以看出零件长度为555mm,最大直径为¢244mm,两端螺纹最大中径、长度分别为:¢180mm、135mm左右,属于较难加工零件,加工时悬臂长,容易引起震动。
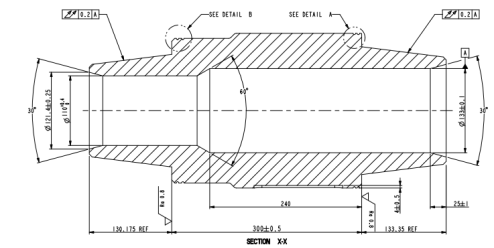 图1
图1
◆零件材料
零件材料牌号:DNM140, 属于高强度无磁不锈钢料。在国内较为罕见,应用的领域没有普通不锈钢广泛,国家标准和ISO都没有收录此类材料的相关信息,欧美等国有各自不同的牌号和标准。加工这种无磁不锈钢,切削力大、切削温度高、刀具磨损快、表面质量不易保证等,属于难加工材料。
2 解决措施
◆设 备
一般情况下,加工设备的刚性也是产生切削震动的原因之一。加工此类零件往往采用数控车床,但车床的大小、定位精度以及几何精度,适合不适合零件加工,是我们工艺安排需要考虑的。现场使用的设备型号为CKA6150数控卧式车床(加工范围Ф500×1500,精度:5um),从规格、精度上均可满足加工,但在选择机床时,针对该零件应选择刚性好的设备。
◆刀具材料
车削中刀具材料种类较多,有高速钢、硬质合金、涂层硬质合金。此零件材料为无磁不锈钢,目前选用的刀具材料为普通硬质合金。现考虑此材料的切削力大、切削温度高、刀具磨损快、表面质量不易保证等因素,改用CBN金钢石刀具。(由默克精密工具(常州)有限公司定制,通过实验,该刀片大大提高材料的切削性能。
◆进刀方式
将螺纹半精加工的切削进刀方式由原先的径向进刀(见图4)改为沿齿侧面交替进刀(见图5)。由于API螺纹螺距较大以及粗加工是切削量大,采用沿齿侧面交替进刀的方式能有效的消除振动,齿间有足够的空间使铁屑向左右方向流出,切削刃承受的压力小,使刀具切削状态稳定,切屑刃左右侧面及后刀面磨损减少。有利于保证螺纹表面光洁度质量。
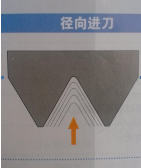
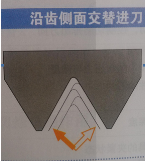
图4 图5
◆主轴转速
在车削螺纹时,车床的主轴转速将受到螺纹的螺距(或导程)大小,驱动电机的升降频率特性及螺纹插补运算速度等多种因素影响,故对于不同的数控系统,推荐有不同的主轴转速选择范围,大多数车床的数控系统推荐车螺纹时的主轴转速计算如公式:n≤1200/p-k(式中P是螺纹的螺距,K是保险系数,一般为:80)将主轴转速由40n/min调整为:60n/min。
◆刀 杆
产品长度及螺纹长度比较长,当加工到螺纹时,在切削力的作用下,零件会出现振动,加之刀具、刀杆不合适,从而使振刀现象加剧,很容易影响到螺纹的精度和粗糙度。对于如此长的螺纹仅刀片满足切削性能是不够的,刀杆也需要有一定的刚性,才能保证螺纹相关技术要求。以前加工螺纹是选用的刀杆,为普通刀杆(见图3右),加工时螺纹振刀明显。当采用默克刀杆(见图3左),特点是采用高强度合金钢制成,刀片带有保护涂层、刚性足等优点。加工时将刀杆伸出刀座的长度控制在不超过刀杆截面的1.5倍,以增加刀杆刚性,从而减少振动。




