花键齿轮变位系数参照表【免费下载】
DIN5480花键标准是德国于1986年颁布实施的米制模数变位制花键 标准;
该标准于 2005年及2006年做了修订,标准号为 DIN5480-1及 DIN5480-2,这两个新标准各包含不同的内容,共同构成新的标准。
与旧标准相比,新标准更为简明、实用(如取消了旧标准中内花键 公法线及偏差的计算),新标准还取消了 37.5o及45o压力角花键的内容, 只保留了 30o压力角的花键规格。
白80年代以来,我国大规模引进了德国汽车及液压产品技术, DIN5480花键在我国已被广泛使用,除了采用定型刀具(主要是拉刀) 大批量生产定型产品外,采用通用加工手段少量配制 DIN花键的情况也日益增多。
与国标GB/T3478花键标准相比,DIN标准主要有三处差别:其一是 模数系列较国标模数多了 m0.6及m0.8两个规格;其二是精度级别, DIIN5480 规定了 7、8、9、10、11 计 5 个级别,新标准 DIN5480-1 则 规定了 5、6、7、8、9、10、11、12计8个级别,其主要差别在于 DIN 9 级精度相当于GB的5级精度,DIN 10级相当于GB 6级,其余类推(线 切割的制齿精度一般为DIN 9级);其三,DIN5480全是变位键,其外花 键大多采用正变位,相配的内花键为负变位,少量外花键为负变位,与 之相配的内花键则为正变位,同一规格花键的变位系数相同仅符号相反, 即同一花键副的总变位系数为0,由此决定了一套内、外花键的分度圆在 变位前、后均相同且重合;国标花键则全是非变位键。
依据齿轮(含花键)变位加工原理可知,采用标准模数的花键滚刀 可直接滚切出DIN5480的变位外花键,而内花键在小批量加工时则只能 采用插床(而不是插齿机)单刀插齿或数控线切割制齿;当采用单刀插 制内花键时,也要先由线切割制出刀形模板,若直接以外花键做母板配 磨刀具则齿形精度及侧隙配合精度均无法保证。
当采用线切割制齿或制刀形样板时,则首先要在计算机上绘制全齿 花键图。 从原理上讲,绘制齿形图需要输入基圆直径,分度圆齿槽宽(或齿 厚)、模数、齿数、齿顶圆直径、齿根圆直径及齿根过渡圆角半径计7个 参数,或者输入分度圆齿槽宽、分度圆压力角、模数、齿数、齿顶圆直 径、齿根圆直径及齿根过渡圆角半径 7个参数。
由于国内使用的花键绘图软件多为不可修改参数的 GB花键软件,
上述绘图方法不易实现。
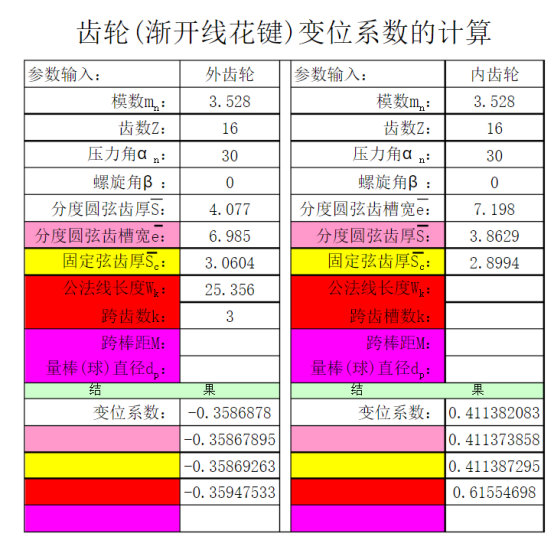
另外,可以借用齿轮绘图软件并输入齿数、模数、分度圆压力角、 变位系数及齿顶圆直径、齿根圆直径、齿根过渡圆角半径计 7个参数也可绘制出精准的花键齿形图。
理论分析表明:当齿数、模数、分度圆变位系数及分度圆压力角四者相同时,齿轮与花键具有相同的齿形曲线,花键与齿轮的区别仅在于齿 高不同,齿轮的基础齿高是 2个模数,而花键的基础齿高是 1个模数。 需要注意的是:国标键的齿高不加修正,为 1而,其分度圆之外的齿顶 高为0.5油;而DIN5480的齿高为0.95湘,其变位后分度圆之外的齿顶高为0.45湘。
需额外说明的是:当齿轮或花键的分度圆变位后,齿侧渐开线形状 并未改变,但齿两侧渐开线的距离发生了变化,也即原始分度圆上的齿 厚及齿槽宽在变位后发生变化,分度圆变位后,原始分度圆上的齿厚不 再等于齿槽宽,而变位后的“分度圆”更不具有“分度圆上齿厚等于齿 槽宽”的性质,变位后的“分度圆”上的压力角也不再是标称压力角, 但原始分度圆上的压力角不变,也即变位后该齿形的标称压力角不变; 变位后的分度圆仅保留了基础齿高中位线的性质,并以此确定变位后的 齿顶及齿根。
新标准DIN5480-2的第7页至第39页给出了 33个参数表,包括了 模数白
0.5至10,压力角为30o的全部内、外花键的尺寸参数及偏差系数, 表1名头的中
表1:齿根过渡圆角半径和偏差系数
单位:mm
模数m 齿根过渡圆角直径
pFmin
冷轧加工的名义值
偏差系数(公法线)
A* WK
0.5 0.08 0.27 0.866 …… ……
……
…… 10
1.60
0.866
当采用线切割加工花键时,齿根过渡圆角半径可取 0.15洵,如模数
2,圆角半径为0.3mm;偏差系数0.866是计算公法线偏差的系数,且不 论规格、模
数,一律取0.866。使用方法后述。
DIN5480-2的表2至表33计32个表,分为16组,每2个表为一组, 对应
某个模数的内、外花键的全部尺寸参数,其前表为规格参数,紧接 其后的表为检测参数;如 DIN5480-W4% 2X30X21 X9g,该型花键的标定 含义是:名义大径45,模数2,标称压力角30。,齿数21,精度9级,配 合性质g;该花键的尺寸参数见表
18 (P24),检测参数见表19 (P25),表 18及表19的中文内容如下:
基础参数
规格
内花键 外花键
名 义 大 径 dB 齿 数 z 分 度 圆 直 径 d
基 圆 直 径 db 变 位 量 x1*m
齿厚 及齿 槽宽 e2=s1
齿 根 圆 直 径 df2
偏差 Adf2
齿根 起始 圆最 小直
径 dFf2 齿 顶 圆 直 径 da2
齿 顶 圆 直 径 da1
齿根 起始 圆最 大直
径 dFf1 齿 根 圆 直
径df1
偏差 Adf1
45 21
42
36.373 0.4
3.603
45
+0.52 44.67 41
44.6 40.93 40.60 -0.83
表19:检测尺寸,m=2mm
单位:mm
基础参数
内花键 外花键 名义大 齿 量柱直 量柱间 偏差系 量柱直 跨柱 偏差系 跨测齿 公法线长 径 数 径 距 数 径 距 数 数 度 dB
z DM M2 A* M2 DM MI A* M1 k Wk 45
21
3.5
37.603
1.84
4.0
48.938
1.46
4
21.400
确定内、外花键的检测尺寸偏差,需要查 2006版DIN5480-1的表7
(P24) ,Table 7: Deviations and tolerance漱限偏差),方法如下:
以外花键 W4% 2冷0X21X9g为例,由W45对应“(名义大径)Reference
diameters下方的25
所指斜线”,并与左侧Madules (模数)标题下的
50
“1.75 to 4”对应,即与m2对应,并与“1.75 to 4”所指横线相交,由该 交点向下
对应下表(Ae、As)中的“110~0~-110‘ 一列,由左侧竖表的侧 隙代号g查得此列中的As的数值为-11;延此列表继续向下并与“Tolerance class (精度级别)”中的
9级斜线相交,由此交点向右查得
“TG=71,Tact=45,Teff=26”,三者关系为:TG=Tact+Teff




