数控编程刀补怎么编程【干货技巧】
刀具半径补偿,简称刀补,除了在数控机床面板里面输入之外,还可在加工程序里设置,尤其在加工不同类型零件时,比较灵活方便,甚至还会起到事半功倍的效果!
以FANUC-T系统为例,其中G10就是程序输入刀补的代码指令,格式如下:
G10L_P_ R_
L:后面是10-13,其中12表示刀具半径补偿,13为磨耗;P:1-64,表示刀号,如P1表示1号刀;R:表示补偿值,等同于G41/G42后面的D01里面的数值。
当加工一个100*100的正方形,刀具选用直径为12mm的立铣刀时,可这样编写
G54;
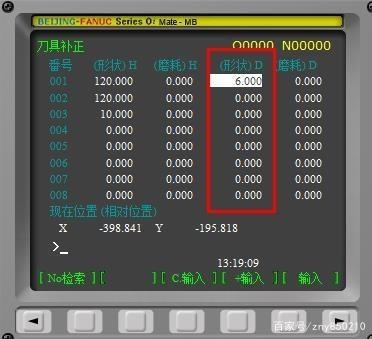
G10L12P1R6;
G41G01X-50Y-65D01F500;
其中,R6就等同于D01里面的数字,D01里面的数值在加工前就不要输入了!切记!这样就可以在程序里面添加刀补了!
可能到这里有人会觉得这也没什么优势呀?但是,你再仔细想想,这个时候R后面的数值是不是可以作为宏变量,灵活控制刀补的大小了。比如,椭圆上如何进行倒圆角或倒直角?如何通过刀补完成对孔的扩孔加工呢?
以上这两个问题,如果在机床面板里面输入刀补,是不是就无法实现了?
此外,宏变量#13001,也是可以实现在数控程序中添加刀补功能的,这个请读者自行思虑!
G17 G41(或G42) G00(或G01) X Y D
或G18 G41(或G42) G00(或G01) X Y D
或G19 G41(或G42) G00(或G01) X Y D;
G40
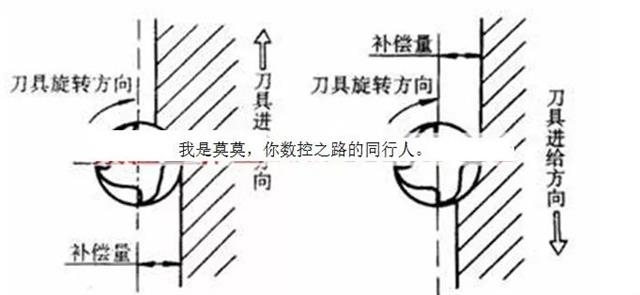
G41是相对于刀具前进方向左侧进行补偿,称左刀补。如图6.1a所示,这时相当于顺铣。
G42是G41是相对于刀具前进方向右侧进行补偿,称右刀补。如图6.1b所示,这时相当于逆铣。
从刀具寿命、加工精度、表面粗糙度而言,顺铣效果较好,因此G41使用较多。
D是刀补号地址,是系统中记录刀具半径的存储器地址,后面跟的数值是刀具号,用来调用内存中刀具半径补偿的数值。刀补号地址可以有D01-D99共100个地址。其中的值可以用MDI方式预先输入在内存刀具表中相应的刀具号位置上。进行刀具补偿时,要用G17/G18/G19选择刀补平面,缺省状态是XY平面。
G40是取消刀具半径补偿功能,所有平面上取消刀具半径补偿的指令均为G40。
G40, G41 , G42是模态代码,它们可以互相注销。
使用刀具补偿功能的优越性在于:
在编程时可以不考虑刀具的半径,直接按图样所给尺寸进行编程,只要在实际加工时输入刀具的半径值即可。
可以使粗加工的程序简化。利用有意识的改变刀具半径补偿量,则可用同-刀具同-程序不同的切削余量完成加工。
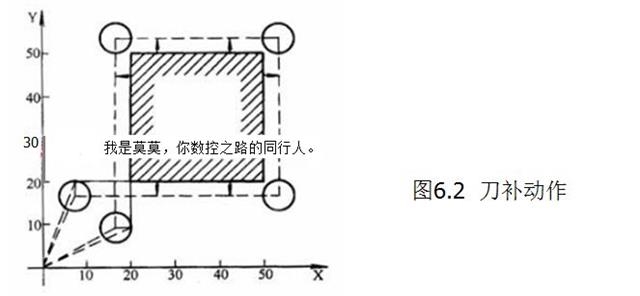
下面结合图6.2来介绍刀补的运动。
按增量方式编程:
O0001
N10 G54 G91 G17 G00 M03 G17指定刀补平面( XOY平面)
N20G41 X20.0 Y10.0 D01 建立刀补(刀补号为01 )
N30 G01 Y40.0 F200
N40 X30.0
N50 Y-30.0
N60 X-40.0
N70 G00 G40 X-10.0 Y-20.0 MO5 解除刀补
N80 M02
按绝对方式编程:
O0002
N10 G54 G90 G17 G00 M03 G17指定刀补平面( XOY平面)
N20 G41 X20.0 Y10.0 D01 建立刀补(刀补号为01 )
N30 G01 Y50.0 F200
N40 X50.0
N5O Y20.0
N60 X10.0
N70 G00 G40 X0 YO M05 解除刀补
N80 M02




