白钢车刀怎么磨【干货技巧】
磨好一把刀是需要长时间积累的结果,是多练的结果。那么大家知道白钢车刀怎么磨吗,下面,小编带领着大家一起了解一下。
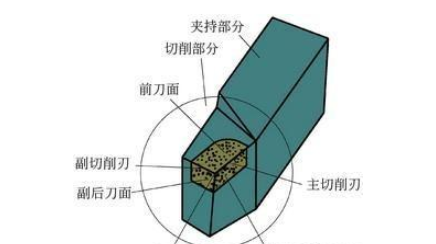
磨车床上的白钢切刀,可以用白刚玉砂轮(铝合金砂轮)在砂轮机上磨就可以。切刀的话,主要就是磨成倒T型,然后两面的侧刃往里收。不同的材料磨的角度是不一样的。连接里面讲的是普通车的切刀磨法,如果用的是数控车的话,上面的排屑槽磨的不要太深,往里凹一点就可以(要不不好找中心点)。
白刚玉砂轮是磨削加工中最主要的磨具之一。粗磨时,磨削余量大,要求的表面粗糙度值较大,应选用较粗的磨粒。因为磨粒粗、气孔大,磨削深度可较大,砂轮不易堵塞和发热。精磨时,余量较小,要求粗糙度值较低,可选取较细磨粒。一般来说,磨粒愈细,磨削表面粗糙度愈好。
白刚玉砂轮是以工业铝氧粉作为主要原料,于电弧炉中冶炼而成。主要矿物成分a-ALO大于98%,硬度与棕刚玉相近,但韧性较低,其切削性能比棕刚玉高。
磨刀时,人应站在砂轮机的侧面,不准两人同时在一块砂轮上磨刀。安装砂轮时,砂轮的内孔与主轴配合的间隙不宜太紧,应按松动配合的技术要求,一般控制在0.05~0.10毫米之间。初磨时不能用力过猛,以免砂轮受力不均而发生事故。

扩展资料:
白刚玉砂轮的安装与使用:
1、砂轮安装使用前必须进行外观检查,视其是否有裂纹或损伤,并用木锤敲击砂轮,发出的声音应当清脆。在使用前应按GB/T2493标准规定进行回转试验,否则,严禁使用。
2、安装前必须核对机床上的主轴转速,不得超过砂轮上标明的工作速度。
3、紧固砂轮只允许使用专用螺母扳手,且必须在主轴相对的两侧对称地按顺序分次逐渐拧紧。螺母松紧应适当。
4、禁止使用补充夹具或敲打工具。关掉冷却液以免砂轮不平衡。
5、砂轮孔径与砂轮主轴及卡盘的配合应符合GB4674标准规定。
6、新安装的砂轮必须在有防护罩的情况下,以工作速度按下列时间进行空转:外径<400毫米的砂轮不小于2分钟,外径≥400毫米的砂轮不小于5分钟。空转时,操作者不要站在砂轮的前面或者切线方向。
7、不是专门使用端面磨削的砂轮(例如平行砂轮),不得以砂轮端面进行磨削,不是专门使用外圆磨削的砂轮(例如碗形、杯形砂轮)同样也不得以砂轮外圆进行磨削,以免砂轮破碎。
8、砂轮在磨削工件时,禁止以杠杆推压工件在增加对砂轮的压力。
9、对于薄片砂轮和钹形砂轮,切削时,如用力过猛,易发生砂轮停转卡住和撞碎砂轮现象,造成砂轮损坏。切削工件时不能多件工件叠起来切削,以防意外。
10、砂轮卡盘的直径不得小于被安装砂轮直径的三分之一。切断砂轮用砂轮卡盘的直径不得小于被安装砂轮直径的四分之一。
11、任何形式的砂轮卡盘,其左右两部分的直径和压紧面径向宽度等尺寸必须相等。
12、砂轮卡盘的各表面应保证平滑及无锐棱,并平衡良好。
13、磨削机械上所有回转件,例如:砂轮、电机、皮带轮和工件头架等,必须安设防护罩。防护罩应牢固,其连接强度不得低于防护罩的强度。
磨刀安全知识:
(1)刃磨刀具前,应首先检查砂轮有无裂纹,砂轮轴螺母是否拧紧,并经试转后使用,以免砂轮碎裂或飞出伤人。
(2)刃磨刀具不能用力过大,否则会使手打滑而触及砂轮面,造成工伤事故。
(3)磨刀时应戴防护眼镜,以免砂砾和铁屑飞入眼中。
(4)磨刀时不要正对砂轮的旋转方向站立,以防意外。
(5)磨小刀头时,必须把小刀头装入刀杆上。
(6)砂轮支架与砂轮的间隙不得大于3mm,入发现过大,应调整适当。