攻牙机安全操作规程【教程】
攻牙机要熟练使用,避免因误操作造成的机器损坏或人体伤害,使用需要注意,安全为上!今天,就带领大家一起了解一下攻牙机的安全操作规程吧。
(1) 自动操作:
在攻牙作业中,假使操作不当,尤其是攻牙材料系属软质的加工物,可能产出不完美的螺纹。攻牙时为了产出最好的螺纹,必须用与螺纹相配的齿轮和齿条。
(2) 自动循环(连动循环和单循环)
当螺纹攻到所需要的深度时,由于下限微动开关的作用,主轴会自动反转,且丝锥会自动旋出。连动循环,主轴会自动旋转,并且丝锥会自动旋出,反复循环。单次循环,主轴在旋转和丝锥旋出后,攻牙作业会自动停止。
(3)防止丝锥折断的两种安全措施
假使当摩擦力太大或所要操作的孔太钱,以及被加工物的内径大小不符规格时,则丝锥会容易折断。为了避免出事及保护丝锥起见,所以本攻牙机内装置离合器,用它的力矩原理,来限制过久的摩擦。
当丝锥没有对准孔的中心,或攻牙有困难时,丝锥会自动停止,并反转回到原点。
(4) 立式、卧式攻牙机及多轴器
当多轴器装在立式或卧式的攻牙机时,操作效率可以加倍。有本公司生产的攻牙机,使用时都可以装置多轴器,如果对不同中心位置物品加工时,多轴器可以随意调整和改变方向。
(5) 在剧烈操作之下马达将会停止
特种马达和电力控制系统,可使运转一周的时间减少至1.5秒到6.0秒。
(6) 推进齿轮防护盖的电源开关
当你移去推进齿轮防护盖时,电源就被切断,虽然主要开关在“on”。假使忘了关掉主要开关,也可安心地更换齿轮,但事后必须将盖子放回原处盖好,否则不能开动机器。
操作说明:
1电流开关的控制
单循环(一次作业完成时,机器立即停止)。当按钮按下,则单循环是:
正转→反转→停止。(图1)

图1
连动循环(一次作业完成后继续作业)。当连动循环的选择开关(图1)按顺时针方向转,循环作业自动重复开始,按反时针方向转动,机器一次作业后会停止。
注意:推进齿轮防护盖拿掉后,做上述(1)(2)操作时,马达不能转动。
2主轴转速的选择
主轴旋转速度的控制,有三个阶段:
JT—4508
动力的供应频率4P电机:1445 855 540
动力的供应频率6P电机:960 570 360
JT—6516
动力的供应频率60HZ:720 480 300
动力的供应频率50HZ:590 400 250
JT—6532
动力供应频率4P 50HZ:420 220 120
4P 60HZ:500 270 150
动力供应频率6P 50HZ :280 150 80
6P 60HZ: 340 180 100
分体式4508
动力供应频率50HZ:1340 760 420
动力供应频率60HZ:1600 900 500
3改换推进齿轮时锁紧螺距固定座
为了装置推进齿轮,需将主轴套筒降到最低的位置,也就是说,按下电源开关做单循环的操作,让主轴继续向下移动而停止在最低的位置后关掉开关,当反转距离调整器打到停止器时就可以确定主轴已到最低位置。
为什么须检查总开关是否已关掉及主轴是否在最低的位置?因为主轴套筒由于弹簧的作用有一种往下的压力,如果主轴不是在最低的位置时,卸去推进齿轮A或B轮时,主轴会迅速掉下来,这种危险须避免。
纵使在取推进齿轮防护盖之前,主开关没有关掉,机器仍不作业,即使主轴尚未达到最低的位置。因为装在推进齿轮防护盖上的微动开关会自动切断电源。
注意:
如果微动开关失效,电源不会操作,这是非常危险的,必须遵守下列的原则:取出推进齿轮防护盖之前,请关上主开关“off”,推进齿轮卸下后,总开关再拨到“on”。

齿轮有AB两种(以标在齿轮上)齿轮A放在A轴上,齿轮B放在B轴上。为了防止齿轮放置时的错误,齿轮A和B的孔径不同,如果齿轮装不上去则可以确定位置不对。
图3
4由距离调整器来调整主轴行程
为了调整主轴行程须移动反转距离调整器。
停止器的构造是在平板上设有四角穴螺丝头来锁紧或放松。
JT—4508的行程可选在10~45mm的范围内。
JT—6516和JT—6532主轴行程在10~65mm范围内。
决定了行程之后才不会使周期的时间超过马达的有效极限范围内。
5机头的垂直调整
放松夹紧螺丝用手柄操作(机头上下操作手柄)。
当机头位置确定后,必须锁紧。
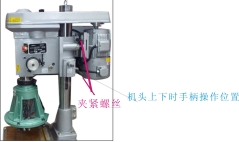
图4
如果攻牙机需要前移或后退时,丝锥须放下到低一点的位置,因此主轴不会离开中心位置。
6、安全措施的调整
1主轴带动摩擦离合器
摩擦离合器的控制:
由力矩调整螺帽改变压力弹簧的压力,离合器的力矩即可控制。
如转动调整螺帽之前,先放松固定螺丝。调整完成之后,将固定螺丝前端部分插入主轴上端的沟底,以固定螺帽。
摩擦离合器的力矩的调整:
当摩擦离合器的力矩比丝锥的力量还大时,则丝锥容易折断。相反,如果摩擦离合器的力矩小于丝锥的切削力,则离合器会滑动,而使机器停止。
力矩必须调整到适当的情况,使离合器在正常使用的情况下,离合器不会滑动。离合器的滑动只有在丝锥撞到不正的孔内或丝锥损坏不利时才有滑动现象。
7、试机之深度调整
1使用场合:为测试攻牙深度是否适当时,一般在工件夹具已锁紧的机台座上,并对准攻牙机主轴中心位置后再开始。
2使用方法:
先调整主轴,下到所需行程,并使丝锥夹紧后,能定点在最恰当的最低位置。
启动开关,边按边放,使丝锥一点一点的(正转)接近工件。然后已确定可以对准并顺利通过工件。
上述(1)(2)项已能满足时,将启动开关用力按下,然后送手,此时丝锥会正转向下降至设定的最位置,经过1秒后会自动反转至原位。
放上工件在夹具上实验一下后,再正式生产。
8、攻牙机意外措施
Emergency Stop紧急停止(图5)

图5
如果发现加工件的孔径太小或者太浅时,可以按此紧急停止开关使机器停止,并自动反转回到原位。
丝锥在切削时发现离合器没有调整适当,以致切削不理想也可按此紧急停止开关,使丝锥自动反转快速归位。
其他意外状况,如夹具松弛或其他意外事故等都可以按此开关。




