加工中心精度检验规范【干货】
大家知道加工中心精度检验规范是怎样的吗,下面小编为大家详细介绍一下。
1.0静态精度STATIC ACCURACY INSPECTION 单位Unit : mm
项 次 NO | 检查项目 Inspection item | 测 试 方 法 图 Measuring method diagram | 许 可 差 Permissible deviation | 实 际 测 量 值 Measured value | |
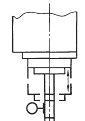
1.1 | 床台X 轴方向运动之真直度 Straightness of the X axis movement |
a. X-Z 面内 | 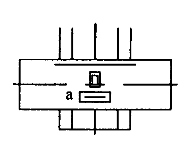
| 0.06/1000 |
|
b. Y-Z 面内 |
| ||||
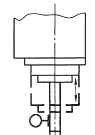
1.2 | 床台Y 轴方向运动之真直度 Straightness of the Y axis movement |
a. X-Z 面内 | 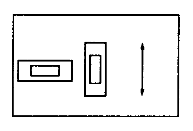
| 0.06/1000 |
|
b. Y-Z 面内 |
| ||||
1-1
单位Unit : mm
项 次 NO | 检查项目 Inspection item | 测 试 方 法 图 Measuring method diagram | 许 可 差 Permissible deviation | 实 际 测 量 值 Measured value | |
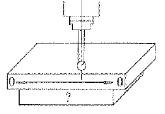
1.3 | 床台X轴方向之运动与其上面之平行度 Parallelism between movement in X axis direction and table upper surface | 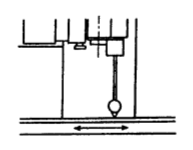
| X≦ 500 0.02 500<X≦ 800 0.025 800<X≦ 1250 0.03 1250<X≦ 2000 0.04 |
| |
1.4 | 床台Y轴方向之运动与其上面之平行度 Parallelism between movement in Y axis direction and table upper surface | 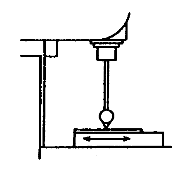
| Y≦ 500 0.02 500<Y≦ 800 0.025 800<Y≦ 1250 0.03 1250<Y≦ 2000 0.04 |
| |
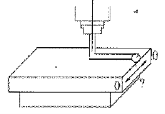
1.5 | X轴方向运动与床台基准沟侧面之平行度 Parallelism between movement in X axis direction and Side surface of table reference slot | 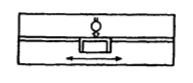
| 每300mm的量测距离下 许可差为0.015mm 0.015for a measuring length of 300 |
| |
1-2
单位Unit : mm
项 次 NO | 检查项目 Inspection item | 测 试 方 法 图 Measuring method diagram | 许 可 差 Permissible deviation | 实 际 测 量 值 Measured value | ||
1.6 | 各轴方向相互运动之直角度 Perpendicularity Between movement in X axis direction and Y axis direction and Z axis direction | a. X-Y 轴Place | 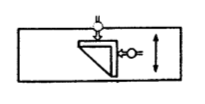
| 0.012/300 |
| |
b. X-Z 轴Place | 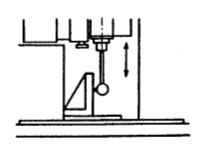
| 0.012/300 |
| |||
c. Y-Z 轴Place | 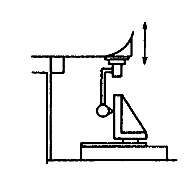
| 0.012/300 |
| |||
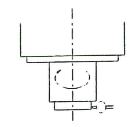
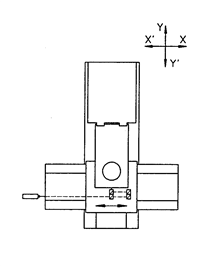
1.7 | 主轴中心线与床台面之直角度 Perpendicularity between centerline of main spindle and table surface. |
| 旋径每300 Per300 0.015 |
| ||
| ||||||

项 次 NO | 检查项目 Inspection item | 测 试 方 法 图 Measuring method diagram | 许 可 差 Permissible deviation | 实 际 测 量 值 Measured value |
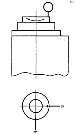
1.8 | 主轴孔内面之偏摆 Run out of spindle taper hole | 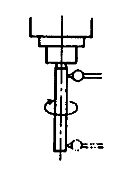
|
固定端 At spindle side end of test bar 0.005 固定端300处 At 300 position 0.015 |
|
1.9 | 主轴轴线与Z轴轴线运动间的平行度 Parallelism between the spindle axis and the Z-axis motion | 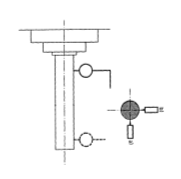
| a:0.015/300
b:0.015/300 |
|
1.10 | 主轴在Z轴方向之移(松) 动量 Movement of main spindle in Z axis direction | 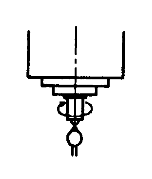
| 0.005 |
|
1.11 | 主轴端面之偏摆 Run out of main spindle outer surface | 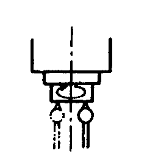
| 0.01 |
|
1.12 | 主軸外面之偏擺
|
| 0.01mm
|
|
1.13 | 床檯X軸方向運動之直線度
|
1.Apply a fixed indicator to the straight edge as the figure shown.
| 0.01/300
|
|
1.14 | 床檯Y軸方向運動之直線度 |
1.Apply a fixed indicator to the straight edge as the figure shown.
| 0.01/300 |
|
1.16 | 旋轉檯旋轉偏擺
|
| 0.005mm |
|
1.17 | 車刀角度換刀後重複定位精度
|
| 0.001mm |
|
1.18 | 車刀角度停止後重複定位精度
|
| 0.001mm |
|
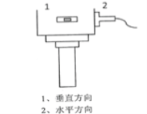
1.21 | 主軸振動檢測
|
| ≦0.6mm/s (Ref) |
|
2.0定位精度检查 Positioning accuracy inspection 单位Unit : mm
项 次 NO |
检查项目 Inspection item |
测 试 方 法 图 Measuring method diagram |
许 可 差 Permissible deviation |
实 际 测 量 值 Measured value | |
2.1
| 直线运动之定位精度 ISO230-2 循环次数: 2次 Positioning accuracy of straight line movement By ISO230-2 Cycle times : Two times |
X |
| L≦1000 0.01 1000<L≦2000 0.015 L≧2000 0.02 |
|
Y |
| ||||
Z |
| ||||
单位Unit: sec
2.2 | 回转运动之定位精度 Positioning accuracy of straight line movement By ISO230-2 Cycle times : Two times |
C |
|
15〞 |
|
3.0反复精度检查 Repetition accuracy inspection 单位Unit: sec
项 次 NO |
检查项目 Inspection item |
测 试 方 法 图 Measuring method diagram |
许 可 差 Permissible deviation | 实 际 测 量 值 Measured value | |
3.1
| 直线运动之反复定位精度ISO230-2 Positioning repeatability of straight line movement By ISO230-2 Cycle times : Two times |
X | 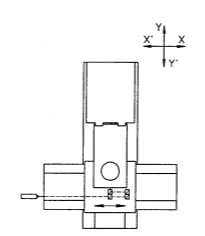
| 0.006 |
|
Y |
| ||||
Z |
| ||||
单位Unit: sec
3.2 | 回转运动之重复定位精度 ISO230-2 Positioning repeatability of straight line movement By ISO230-2 Cycle times : Two times |
C |
|
8〞 |
|
3.0反复精度检查 Repetition accuracy inspection 单位Unit: sec
项 次 NO |
检查项目 Inspection item |
测 试 方 法 图 Measuring method diagram |
许 可 差 Permissible deviation | 实 际 测 量 值 Measured value | |
3.3
| Max reversal value
Position accuracy qualified to ISO 230-2
|
X | 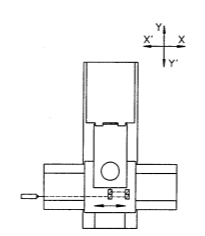
| 0.006 |
|
Y |
| ||||
Z |
| ||||
4.0循圓精度检查 Repetition accuracy inspection 单位Unit: sec
项 次 NO |
检查项目 Inspection item |
测 试 方 法 图 Measuring method diagram |
许 可 差 Permissible deviation | 实 际 测 量 值 Measured value | |
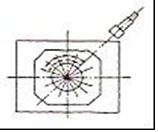
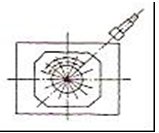
4.1
| 循圓精度
Geometry contouring evaluated by Renishaw Ballbar system(ISO 230-1)
|
XY | 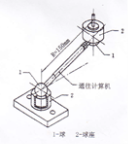 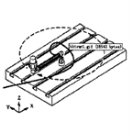
| 0.015 |
|
XZ |
| ||||
扩展资料:
数控加工中心精度怎样去保证?
保证和提高加工精度的方法,大致可概括为以下几种:减小原始误差法、补偿原始误差法、转移原始误差法、均分原始误差法、均化原始误差法、“就地加工”法。
①减少原始误差
这种方法是生产中应用较广的一种基本方法。它是在查明产生加工误差的主要因素之后,设法消除或减少这些因素。例如细长轴的车削,现在采用了大走刀反向车削法,基本消除了轴向切削力引起的弯曲变形。若辅之以弹簧顶尖,则可进一步消除热变形引起的热伸长的影响。
②补偿原始误差
误差补偿法,是人为地造出一种新的误差,去抵消原来工艺系统中的原始误差。当原始误差是负值时人为的误差就取正值,反之,取负值,并尽量使两者大小相等;或者利用一种原始误差去抵消另一种原始误差,也是尽量使两者大小相等,方向相反,从而达到减少加工误差,提高加工精度的目的。
③转移原始误差
误差转移法实质上是转移工艺系统的几何误差、受力变形和热变形等。
误差转移法的实例很多。如当机床精度达不到零件加工要求时,常常不是一味提高机床精度,而是从工艺上或夹具上想办法,创造条件,使机床的几何误差转移到不影响加工精度的方面去。如磨削主轴锥孔保证其和轴颈的同轴度,不是靠机床主轴的回转精度来保证,而是靠夹具保证。当机床主轴与工件之间用浮动联接以后,机床主轴的原始误差就被转移掉了。
④均分原始误差
在加工中,由于毛坯或上道工序误差(以下统称“原始误差”)的存在,往往造成本工序的加工误差,或者由于工件材料性能改变,或者上道工序的工艺改变(如毛坯精化后,把原来的切削加工工序取消),引起原始误差发生较大的变化,这种原始误差的变化,对本工序的影响主要有两种情况:
误差复映,引起本工序误差;
定位误差扩大,引起本工序误差。
解决这个问题,最好是采用分组调整均分误差的办法。这种办法的实质就是把原始误差按其大小均分为n组,每组毛坯误差范围就缩小为原来的1/n,然后按各组分别调整加工。
⑤均化原始误差
对配合精度要求很高的轴和孔,常采用研磨工艺。研具本身并不要求具有高精度,但它能在和工件作相对运动过程中对工件进行微量切削,高点逐渐被磨掉(当然,模具也被工件磨去一部分)最终使工件达到很高的精度。这种表面间的摩擦和磨损的过程,就是误差不断减少的过程。这就是误差均化法。它的实质就是利用有密切联系的表面相互比较,相互检查从对比中找出差异,然后进行相互修正或互为基准加工,使工件被加工表面的误差不断缩小和均。 在生产中,许多精密基准件(如平板、直尺、角度规、端齿分度盘等)都是利用误差均化法加工出来的。
⑥就地加工法
在加工和装配中有些精度问题,牵涉到零件或部件间的相互关系,相当复杂,如果一味地提高零、部件本身精度,有时不仅困难,甚至不可能,若采用就地加工法(也称自身加工修配法)的方法,就可能很方便地解决看起来非常困难的精度问题。就地加工法在机械零件加工中常用来作为保证零件加工精度的有效措施。




