内孔车刀的种类说明及用途【必看】
孔加工的关键技术是解决内孔车刀的刚度和排屑问题。增加内孔车刀的刚度主要采取的措施有一是尽量增加刀杆的截面积,二是刀杆的伸出长度尽可能缩短。那么内孔车刀的分类有哪些呢,下面为大家简单介绍一下。
内孔车刀的种类及刃磨:
根据不同的加工情况,内孔车刀可分为通孔车刀和盲孔车刀两种(见下图)。
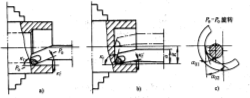
内孔车刀
a)通孔车刀 b)盲孔车刀 c)两个后角
(1)通孔车刀
通孔车刀切削部分的几何形状见上图a,为了减小径向切削抗力,防止车孔时振动,主偏角Kr,应取得大些,一般在60°~75°之间,副偏角Kr’一般为15°~30°。为了防止内孔车刀后刀面和孔壁的摩擦又不使后角磨得太大,一般磨成两个后角如上图c所示α01和α02,其中α01取6°~12°,α02取30°左右。为了便于排屑,刃倾角λs取正值(前排屑)。
盲孔车刀
盲孔车刀用来车削盲孔或阶台孔,它的主偏角Kr大于90°,一般为92°~95°(见上图b);后角的要求和通孔车刀一样。不同之处是盲孔车刀刀尖在刀杆的最前端,车平底孔的车刀刀尖到刀杆外端的距离a小于孔半径R,否则无法车平孔的底面。为了便于排屑,刃倾角λs取负值(后排屑)。
内孔车刀的结构:
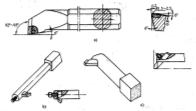
a)整体式 b)通孔车刀 c)盲孔车刀
内孔车刀可做成整体式(见上图a),为节省刀具材料和增加刃柄强度,也可把高速钢或硬质合金做成较小的刀头,安装在碳钢或合金钢制成的刀柄前端的方孔中,并在顶端或上面用螺钉固定(见上图b、c)。
扩展资料:
内孔车刀的刃磨步骤:
粗磨前刀面——粗磨后刀面——粗磨副后刀面——磨卷屑槽(控制前角和刃倾角)——精磨主后刀面和副后刀面——磨过渡刃。
内孔车刀卷屑槽方向的选择:
当内孔车刀的主偏角为45°~75°,在主刀刃方向磨卷屑槽,能使其刀刃锋利,切削轻快,在切削深度较深的情况下,仍能保持它的切削稳定性,故适用于粗车。如果在副刀刃方向磨卷屑槽,在切削深度较浅的情况下,能达到较好的表面质量。当内孔车刀的主偏角大于90°,在主刀刃方向磨卷屑槽,它适宜于纵向切削,但切削深度不能太深,否则切削稳定性不好,刀尖容易损坏。
车刀刃磨的注意事项:
a. 刃磨卷屑槽前,应先修整砂轮边缘处成为小圆角。
b.卷屑槽不能磨得太宽,以防车孔时排屑困难。
内孔车刀的安装:
内孔车刀安装的正确与否,直接影响到车削情况及孔的精度,所以在安装时一定要注意:
(1)刀尖与工件中心等高或稍高。如果装的低于中心,由于切削抗力作用容易将刀柄压低而扎刀,并造成孔径扩大。
(2)刀柄伸出刀架不宜过长。一般比被加工孔长5~6mm左右.
(3)刀柄基本平行于工件轴线,否则在车削到一定深度时刀柄后半部分容易碰到工件孔口.
(4)盲孔车刀装夹时内偏刀的主刀刃应与孔底平面成3°~5°角并要求
横向有足够的退刀余地。
示范操作:
根据下图所示,选择合适的刀具,并进行刃磨及安装,并进行相应的数控车削加工。
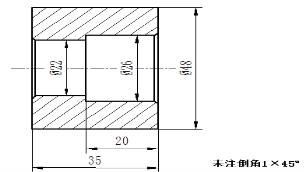
(1)看清图样要求,选择合适的内孔车刀。
(2)正确刃磨并安装车刀。
(3)采用内外圆粗车循环G71进行内孔的车削加工编程。
(4)检查程序,切削加工。
(5)加工完毕,测量尺寸。




