内孔车刀怎么磨【技巧】
大家知道内孔车刀怎么磨吗?下面由小编与大家一同分享,希望对各位有所帮助。
不论锻孔、铸孔或经过钻孔的工件,一般都很粗糙,必须经过镗削等加工后才能达到图样的精度要求。
镗内孔需要内孔镗刀,其切削部分基本上与外圆车刀相似。只是多了一个弯头而已。
镗刀分类
根据刀片和刀杆的固定形式,镗刀分为整体式和机械夹固式:
整体式镗刀
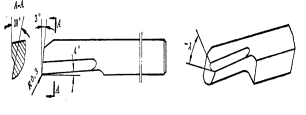
整体是镗刀一般分为高速钢和硬质合金两种。高速钢整体式镗刀,刀头、刀杆都是高速钢制成。硬质合金整体式镗刀,只是在切削部分焊接上一块合金刀头片,其余部分都是用碳素钢制成,见下图:
机械夹固镗刀
机械夹固镗刀由刀排、小刀头、紧固螺钉组成,其特点是能增加刀杆强度,节约刀杆材料,即可安装高速钢刀头,也可安装硬质合金刀头。使用时可根据孔径选择刀排,因此比较灵活方便。
几何角度
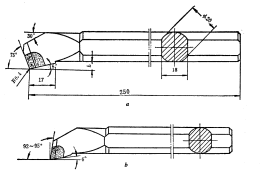
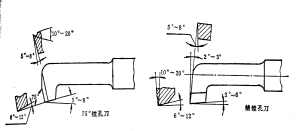
根据主偏角分为通孔镗刀和盲孔镗刀:
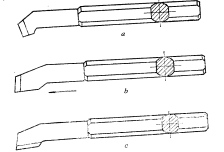
通孔镗刀 其主偏角取450—750,副偏角取100—450,后角取80—120。为了防止后面跟孔壁摩擦,也可磨成双重后角。
盲孔镗刀 其主偏角取900—930,副偏角取30—60,后角取80—120。
前角一般在主刀刃方向刃磨,对纵向切削有利。在轴向方向磨前角,对横向切削有利,且精车时,内孔表面比较。
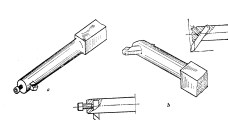
看图确定刃磨步骤
1.粗磨前面。
2.粗磨主后面。
3.粗磨副后面。
4.粗、精磨前角。
5.精磨主后面、副后面。
6.修磨刀尖圆弧。
注意事项
1.刃磨卷屑槽前,应先休整砂轮边缘处成为小圆角。
2.卷屑槽不能磨得太宽,以防镗孔时排屑困难。
3.刃磨时注意带防护眼镜。
扩展资料:
车刀刃磨步骤:
(1)先磨去前面、后面上的焊渣,并将车刀底面磨平,可用粒度号为24-36号的氧化铝砂轮。
(2)粗磨主后面和副后面的刀柄部分:刃磨时,在砂轮的外圆柱略高于砂轮中心的水平位置将车刀翘起一个比刀体上后角大20-30的角度,并作左右缓慢移动,以便刃磨刀体上的主后角和副后角。可选粒度为24-36,硬度为中软的氧化铝砂轮。
(3)粗磨刀体上的主后面:磨后刀面时,刀柄应与砂轮轴线保持平行,同时刀体的底平面向砂轮方向倾斜一个比主后角大20的角度。刃磨时,先把车刀已磨好
的后隙面靠在砂轮的外圆上,以接近砂轮的中心位置为刃磨的起始位置,然后使刃磨继续向砂轮靠近,并作左右缓慢移动。当砂轮磨至刀刃处即可结束。这样可同时
磨出主偏角与主后角。可选用36-60号的碳化硅砂轮。
(4)粗磨刀体上的副后角:磨副后面时,刀柄尾部应向右转过一个副偏角的角度,同时车刀底平面向砂轮方向倾斜一个比副后角大20的角度,具体刃磨方法与粗磨刀体上主后面大体相同,不同的是粗磨副后面时砂轮应磨到刀尖处为止。也可同时磨出副偏角和副后角。
(5)粗磨前面:以磨光片的端面粗磨出车刀的前面,并在磨前面的同时磨出前角。
(6)磨断屑槽:断屑槽有两种,一种是直线型,适用于切削较硬的材料;一种是圆弧型,适用于较软的材料。
手工刃磨的断屑槽一般为圆弧型,须将砂轮的外圆和端面的交角处用修砂轮的金刚石笔修磨成相应的圆弧。若刃磨出直线型断屑槽,则角磨片的交角须修磨得很尖锐。刃磨时可向下磨或向上磨,但选择刃磨断屑槽部位时,应考虑留出刀头倒棱的宽度。




