三角螺纹牙尖宽怎么算【技巧】
大家知道三角螺纹牙尖宽怎么算吗?或许大家对其计算方法有些陌生,下面小编为大家详细介绍一下。
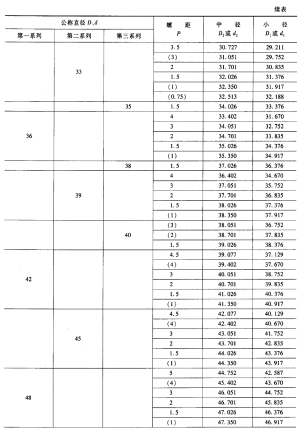
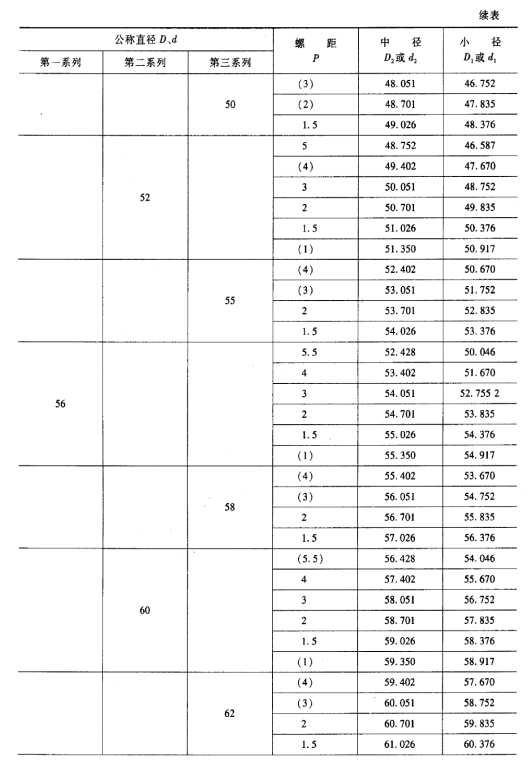
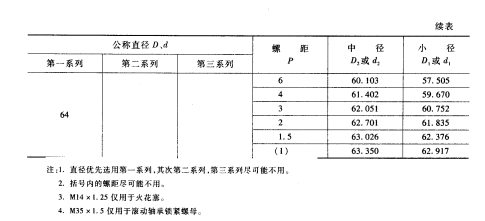
一、三角螺纹的尺寸计算
1 .普通三角螺纹的尺寸计算
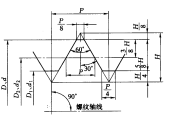
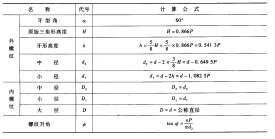
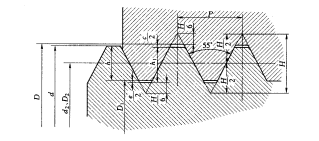
普通三角螺纹牙形如图 ,尺寸计算公式参看下表。
例 :试计算三角螺纹 M20 x2 的牙形高度、中径、小径尺寸。

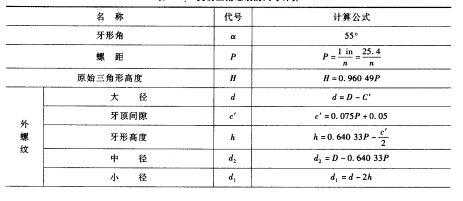
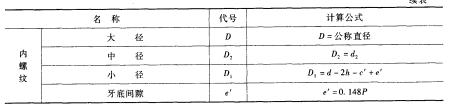
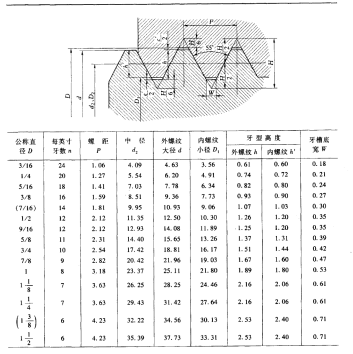
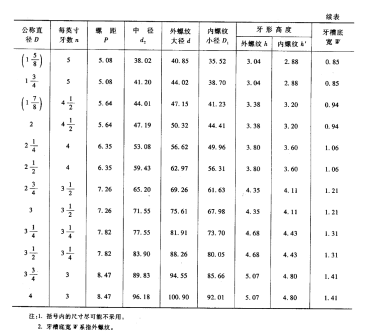
2 .英制三角螺纹的尺寸计算英制三角螺纹的牙形如图 6 一 10 ,尺寸计算公式见表 6 一 3 。
二、三角形螺纹车刀
1 .对螺纹车刀的要求螺纹车刀属于成形刀具,要保证螺纹牙形精度,必须正确刃磨和安装车刀。对螺纹车刀的要求主要有以下几点:
( 1 )车刀的刀尖角一定要等于螺纹的牙形角。
( 2 )精车时车刀的纵向前角应等于零度;粗车时允许有 5 o一15o的纵向前角。
( 3 )因受螺纹升角的影响,车刀两侧面的静止后角应刃磨得不相等,进给方向后面的后角较大,一般应保证两侧面均有 3o一 5o的工作后角。
( 4 )车刀两侧刃的直线性要好。
2 .普通三角螺纹车刀
车刀从材料上分有高速钢螺纹车刀和硬质合金螺纹车刀两种。
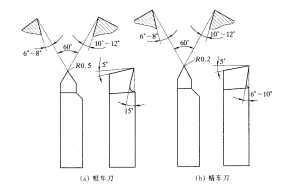
( l )高速钢螺纹车刀 高速钢螺纹车刀刃磨方便、切削刃锋利、韧性好,能承受较大的切削冲击力,车出螺纹的表面粗糙度小。但它的耐热性差,不宜高速车削,所以常用来低速车削或作为螺纹精车刀。高速钢螺纹车刀的几何形状如图8-10所示。
高速钢三角螺纹车刀的刀尖角一定要等于牙形角。当车刀的纵向前角0o时,车刀两侧刃之间夹角等于牙形角;若纵向前角不为 Oo时 ,车刀两侧刃不通过工件轴线,车出螺纹的牙形不是直线而是曲线。当车削精度要求较高的三角螺纹时,一定要考虑纵向前角对牙形精度的影响。为车削顺利,纵向前角常选在 5 o一 15o之间,这时车刀两侧刃的夹角不能等于牙形角,而应当比牙形角小 30 ’一 1o30’。
应当注意.纵向前角不能选得过大,若纵向前角过大,不仅影响牙形精度,而且还容易引起扎刀现象。
车螺纹时,由于螺纹升角的影响,造成切削平面和基面的位置变化,从而使车刀工作时的前角和后角与车刀静止时的前角和后角不相等。螺纹升角越大,对工作时的前角和后角影响越明显。
当车刀的静止前角为零度时,螺纹升角能使进给方向一侧刀刃的前角变为正值,而使另一侧前角变为负值,使切削不顺利、排屑也困难。为改善切削条件,应采取垂直装刀方法,即让车刀两侧刃组成的平面和螺旋线方向垂直,使两侧刃的工作前角均为零度;或在车刀前刀面上沿两侧切削刃方向磨出较大前角的卷屑槽。
螺纹升角能使车刀沿进给一方的工作后角变小,而使另一面的工作后角增大,为切削顺利,保证车刀强度,车刀刃磨时,一定要考虑螺纹升角的影响,把进给方向一面的后角磨成工作后角加上螺纹升角,即( 3o一 5o )+Ψ;另一面的后角磨成工作后角减去一个螺纹升角,即( 3o一 5o )-Ψ。
( 2 )硬质合金螺纹车刀
硬质合金螺纹车刀的硬度高、耐磨性好、耐高温,但抗冲击能力差。车削硬度较高的工件时,为增加刀刃强度,应在车刀两切削刃上磨出宽度为 0 . 2 mm 一 0 . 4 mm 的负倒棱。高速车削螺纹时,因挤压力较大会使牙形角增大,所以车刀的刀尖角应磨成 59o30 ' ,硬质合金车刀的几何形状如图 8一12 所示。
8-11 高速钢外螺纹车刀
三、车螺纹时交换齿轮的计算
车削螺纹时,一般都是根据图样上工件的螺距(或导程),在进给箱的铭牌上查出和工件螺距相同的数值,然后把几个手柄扳置在对应的位置上即可开始车削。但是,在车削非标准螺距螺纹、精密螺纹或铭牌上没有螺距的螺纹时,都必须计算交换齿轮,正确安装交换齿轮才能满足车削的需要。
1 .直联丝杠时交换齿轮的计算
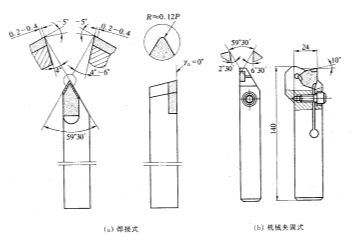
图8-12 硬质合金三角螺纹车刀
车削螺纹时的传动过程如图8-13所示,其具体传递步骤是:主轴 三星齿轮(如图8-13所示,不改变传动比,只改变丝杠转向) 交换齿轮(改变传动比) 进给箱(直联丝杠) 经开合螺母至床鞍 刀架(车螺纹)
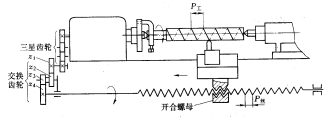
图8-13 直联丝杠车螺纹传动过程示意图
车削螺纹时,车刀的进给量必须等于工件的螺距(或导程), 即工件转一圈车刀沿纵向移动的距离正好等于工件的螺距(或导程)。
交换齿轮的计算:由图8-15可以看出交换齿轮的传动比、工件螺距和和丝杠螺距、工件转数和丝杠转 数之间的关系。如丝杠螺距为6mm,车削工件的螺距也为6mm时,工件转一圈丝杠也正好转一圈 ,即 工件螺距×工件转速=丝杠转速×丝杠螺距,也就是1×6=1×6若车削工件螺距为2mm时,工件转3转而丝杠转1转,同样有 工件螺距×工件转速=丝杠转速×丝杠螺距,即:2×3=1×6;若车削工件螺距为1mm时,工件转6转而丝杠转1转,仍然是 工件螺距×工件转速=丝杠转速×丝杠螺距,即1×6=1×6。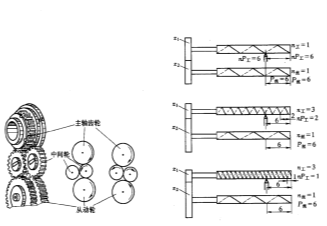
图8-14 三星齿轮 图8-15 导程大小与传动比的关系

![]() (8-5)
(8-5)
根据公式( 8一 5 )计算交换齿轮时,有时只需要一对齿轮就可满足传动比的称为单式轮系(图 8 一 16a )。如采用单式轮系无法满足传动比时,需要用两对齿轮搭配才能获得正确传动比的称为复式轮系(图 8 一 16b )。在无进给箱车床上备有的交换齿轮的齿数有: 20 , 25 , 30 , 35 , 40 , 45 , 50 , 55 , 60 , 65 , 70 , 75 , 80 , 85 , 90 , 95 , 100 , 105 , 110 , 120 , 127 等。
2 .交换齿轮的搭配原则有时计算出来的复式轮系虽然速比正确,但不一定都能在交换齿轮架上正确啮合,不是一个齿轮顶在另一个齿轮的轴上,就是另一对齿轮啮合不上,因此采用复式轮系时,必须符合下列两条搭配原则:
![]()
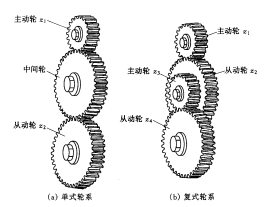
图8-16 单式轮系和复式轮系
![]()
应当注意:有些车床交换齿轮架z1 的心轴距车床主轴距离较近,若:z1选得太大,很可能会使z1,顶在主轴上,或者根本装不上,因此:z1的齿数应不大于 80 。
例 若计算出的复式轮系 z1 = 20 、 z2 = 40 、 z3= 80 、 z4= 100 ,问它们能否搭配?
解: 20 + 40 < 80 + 15
80 + 100 > 40 + 15
因只符合一条搭配原则,所以不能搭配。
如果计算出的交换齿轮不符合搭配原则,应在不改变传动比的情况下,可以采用主动轮与主动轮或从动轮与从动轮互换位置,主动轮与主动轮或从动轮与从动轮之间互借倍数、主动轮与从动轮同时扩大或缩小相同的倍数等方法来解决。
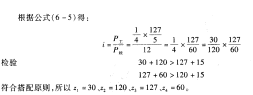
例 在丝杠螺距为 12 mm 车床上,直联丝杠车削螺距为 1 . 5 mm 的螺纹,试计算交换齿轮。解:根据公式( 8 一 5 )得:

![]()
![]()
例 用丝杠螺距 12mm的车床,直联丝杠车削每英寸 4 牙的英制螺纹,试计算交换齿轮。
![]()
例 在丝杠螺距为每英寸 4 牙的英制车床上,直联丝杠车削螺距为 2 mm 的米制螺纹,试求交换齿轮。
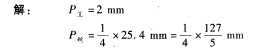
根据公式(8-5)得:
3 .经进给箱变速时交换齿轮的计算
在普通车床上,车削铭牌上没有螺距螺纹时,应根据车床上备有的齿轮,经过计算交换齿轮并配合进给箱的变速机构,也可以满足传动比的需要,车出符合要求的螺纹,其计算公式是:
![]() (8-6)
(8-6)
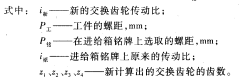
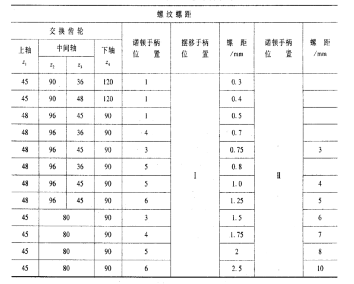
C618 车床进给箱铭牌(部分)如下表 8 一 10 所示。 C618 车床备有的交换齿轮的齿数有: 36 , 44 , 45 , 48 , 70 , 80 , 90 , % , 120 , 127 等。若上述齿轮仍不能满足需要,应根据计算结果再制造新的齿轮。
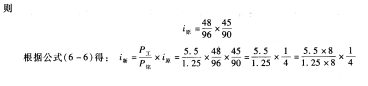
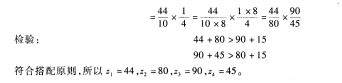
例 在 C618 车床上车削螺距为 5 . 5 mm 的螺纹,试求交换齿轮。
解:已知P= 5 . 5 mm
在铭牌上选取 P铭二1.25mm
C618 车床进给箱铭牌(部分)
应当注意:安装交换齿轮时,为了安全一定要切断电源;保证齿轮之间有0.1-0.2的啮合间隙;加注润滑脂,保证套和心轴之间的正常润滑。
扩展资料:
三角螺纹使用注意事项:
1、车削三角形螺纹前对工件的主要工艺要求为:为保证车削后螺纹牙顶角0.125p的宽度螺纹撤销前的外圆直径应车至此螺纹的公称直径小约0.15p,三角形内螺纹孔径,车削塑性金属时,d孔=d-0.125p。
2、外圆端面处,倒角略小于螺纹小径。
3、有退刀槽的的螺纹在车削前应先切退刀槽槽底直径应小于螺纹小径等于(2—3)p。
4、车削脆性材料如铸铁时,螺纹车削前的外圆表面粗糙度值要小,以防止撤销螺纹时牙顶上发生崩裂。




