数控车顶尖60度锥度怎么编程【技巧】
死顶尖也好,活顶尖也罢,通常都是常用件或标准件,市场上均可购买到!如果你想自己去制作一个死顶尖,个人观点,那个60°的尖不论是编程还是加工是最没技术含量的地方,如果编程,如图所示,按照三角函数关系,即可求出60°三角形的高度也就是Z方向的长度,参考编程如下:
G01X0Z0F0.1;
X100Z-86,6
或者直接就利用任意角度编程如G01X100Z-86.6A150F0.1,即可完成该图程序的编制!
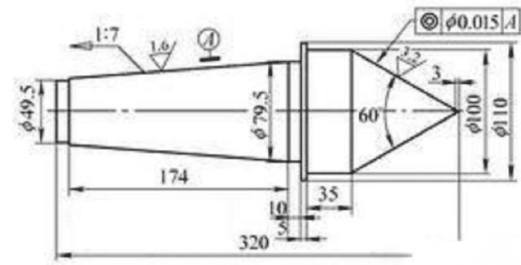
而真正有技术含量的是图上那个装在尾座且锥度为1:7的尾椎(先说明一下这个图并不是真正的莫氏锥度)以及该顶尖头尾两尖的同心度,如该图精度为0.015!这两个才是加工死顶尖的难点或者说是有点技术含量的环节!怎么制作?我来阐述一下自己加工该顶尖的工艺及注意事项!

先加工尾部1:7的锥度,采用涂色法,一步一步去车削调试,直到该锥体加工合格完毕。
在尾椎加工完毕后,卸下三爪卡盘,在主轴先安装上一个大一号的锥套,然后再把该锥体配合进去,最后再加工那个60°的锥尖即可!

说实话,讲好讲,三言两语就可以了,要是真的去做,真不是文字就能描述清楚的,这个还真需个人去悟,去操练,毕竟技能这玩意不是复制粘贴就能完成的!
活顶尖是车床上固定被加工工件的装置。活顶尖的好处是可以随工件旋转,避免烧蚀工件和顶尖。顶尖有两种:旋转式顶尖(活顶尖)和整体式顶尖(死顶尖)。选择高品质活顶尖认准钛浩,专业品质保障!活动顶尖内部装有滚动轴承,顶尖和工件一起转动,能在高转速下正常工作。但活顶尖的刚性较差,有时还会产生跳动而降低加工精度。所以,活顶尖只适用于精度要求不太高的工件。
第一种装有轴承,定位精度略差,但旋转时不容易发热;
第二种是一个整体,但定位精度高,顶尖部分由于旋转摩擦发热加工时中心孔需加黄油。顶尖的用处,是在一些需要精确重复定位时,作为定位基准,和提高装夹刚度,减少在加工过程中的震动,或者用来安装心轴,检测机床精度用。
活顶尖可以随零件一起转动,死顶尖不可以。用死顶尖,加工后的零件圆度高,但顶力大了,极易烧焦中心孔。使用活顶尖时,工件的圆度取决于活顶尖的精度,但不会烧焦中心孔。




