钣金折弯半径确定方法【技巧】
板料折弯半径是板料图纸中所需的一个值,很难确定其在实际加工中的大小。实际上,金属板的折弯半径与材料的厚度、折弯机的压力和折弯模下模槽的宽度有关。
那到底钣金折弯半径怎么确定呢?与板厚度有什么关系呢?接下来为您介绍。

板料折弯半径与板材厚度的关系:
1、在板料加工方面的经验表明,当板料厚度不大于6 mm时,板料折弯的内半径可由板料厚度直接确定。

2、板厚大于6mm、小于12mm时,板的折弯半径为1。25次至1。板厚度的5倍。板厚不小于12 mm时,板内折弯半径一般为板厚的2~3倍。

3、当折弯半径R=0.5时,金的平均厚度T=0.5mm。如果半径尺寸大于或小于板厚,则需要特殊的模具加工。

4、当金属板要求折弯90°,折弯半径特别小时,应先刨刨金。也可加工特殊折弯机模具的上下模。

以上就是小编今天与您分享的关于钣金折弯半径与金属板厚度之间的联系。希望阅读完本文对您有所帮助。
扩展资料:
钣金折弯最小折边汇总:
L折:
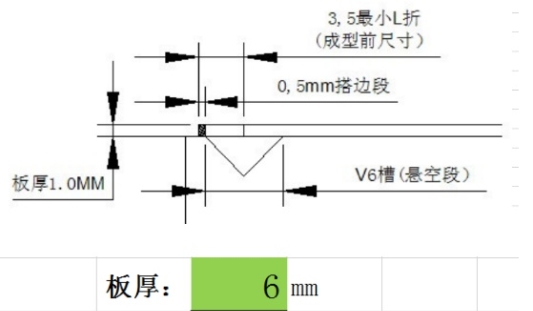
1.决定最小L折的因素。
V槽中间距离为悬空段,成型时,折边必须超过此悬空段,具体搭边尺寸各公司有小小区别,(下V槽因使用时间长,R角变大,搭边距离将会随之变大,否则会“滑位”)。
2.换算公式(经验式):6*T/2+0.5+(1.8*T/2)
3.如下图,T=1,K=1.8*1, 最小L折:3+0.5+0.9=4.4
U折:
1.U折的种类
A. 常规折弯刀成型。
B. 垫片反折压平。(先折至30°,中间放一块合适垫板后压平。)
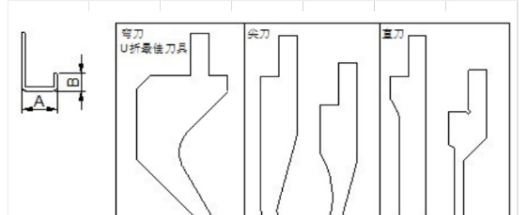
2.决定最小U折的因素。
A. 上模具的形状。(如下图)从常规刀具来看,小U折最佳刀具为“弯刀”。(弯刀有很多种型号,具体要依公司现有尺寸)
B. 折边尺寸。(见下小图)两尺寸的梯增关系:
A愈长则B愈长。
3.换算公式:(大弯刀经验型)
0.5MM板:
最小U折A尺寸=7.67。B尺寸=0.5板最小L折3.0。
梯增值:A尺寸每梯增1MM,B尺寸对应梯增1.87,
公式:已知A尺寸,求B尺寸=(A-7.67)/T*梯增值+该板厚最小L折 如:A=15时,B=(15-7.67)/0.5*1.87+3.0=30.4
已知B尺寸,求A尺寸=(B-该板厚最小L折)/梯增值*T+7.67. 如:B=30.4时,A=(30.4-3)/1.87*0.5+7.67=15
0.8MM板:
最小U折A尺寸=8.5,B尺寸=0.8最小L折4.2。
梯增值:1.87/0.5*0.8=2.99
1.0MM板
最小U折A尺寸=8.94,B尺寸=1.0最小L折4.5
梯增值:1.87/0.5*1.0=3.7
1.2MM板
最小U折A尺寸=9.3,B尺寸=1.2最小L折4.5
梯增值:1.87/0.5*1.2=4.5
1.5MM板
最小U折A尺寸=10.3,B尺寸=1.5最小L折6.2
梯增值:1.87/0.5*1.5=5.5
2.0MM板
最小U折A尺寸=12.7,B尺寸=2.0最小L折12.0
梯增值:1.87/0.5*2=7.4
特注:
1 A尺寸超过85.0MM及B尺寸超过60.0MM的不按此公式计算。
2. 附表:A=测试值,B=该板最小L折。K=测试值

Z折:
- Z折的种类。
A. H大于或等于5T时,按2个90度折弯计算。
B. H小于5T时,一次成型(即:压台阶,不列入最小计算范围)
2. 影响最小Z折的因素主要为下V槽的V幅宽及V槽的到边距离。
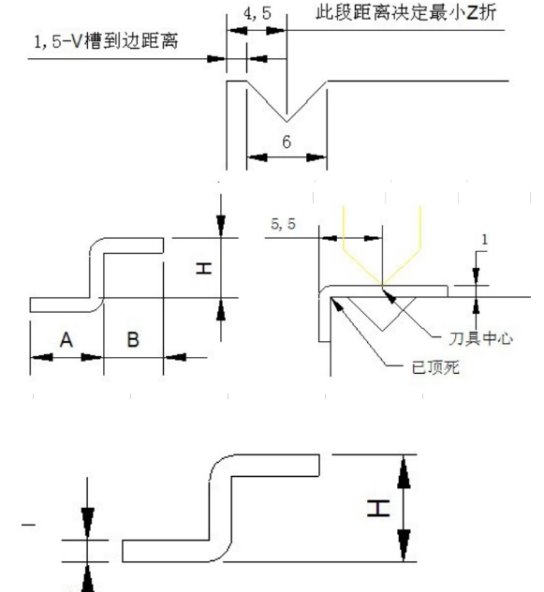
3.计算公式:6*T/2+V槽边距+(1.8*T/2)+T(附上右图):1.0板用V6下V槽,到边距=1.5,最小Z折H=6*1/2+1.5+(1.8*1/2)+1=6.4。




