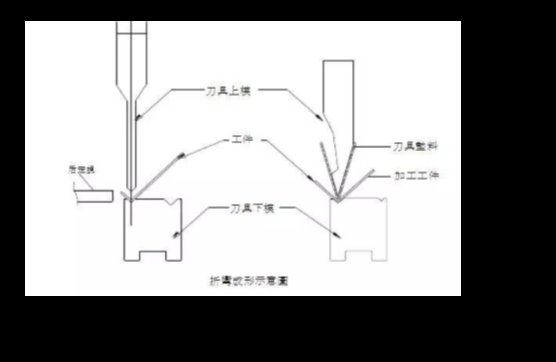
钣金折弯顺序18种方法【技巧】
钣金折弯常见的10种方式如下:
(1)由内到外进行折弯;
(2)由小到大进行折弯;
(3)先折弯特殊形状,再折弯-般形状;
(4)前工序成型后对后继工序不产生影响或干涉。
原则上是最大限度地方便下-道工序的操作。即:更容易掌控产品精度,更好的依靠挡栅,更简单的使用模具。使产品成型无障碍。
扩展资料:
钣金具有重量轻、强度高、导电(能够用于电磁屏蔽)、成本低、大规模量产性能好等特点,在电子电器、通信、汽车工业、医疗器械等领域得到了广泛应用。
例如在电脑机箱、手机、MP3中,钣金是必不可少的组成部分。 随着钣金的应用越来越广泛,钣金件的设计变成了产品开发过程中很重要的一环,机械工程师必须熟练掌握钣金件的设计技巧,使得设计的钣金既满足产品的功能和外观等要求,又能使得冲压模具制造简单、成本低。
折弯一般顺序:
1、先短边后长边:一般来说,四边都有折弯时,先折短边后折长边有利于工件的加工和折弯模具的拼装。
2、先外围后中间:正常情况下,一般是从工件的外围开始向工件的中心折弯。
3、先局部后整体:如果工件内部或外侧有一些不同于其他折弯的结构,一般是先将这些结构折弯后再折弯其他部分
4、考虑干涉情况,合理安排折弯顺序:折弯顺序不是一成不变的,要根据折弯的形状或工件上的障碍物适当调整加工顺序。
钣金件折弯次数很多时,需要注意什么:
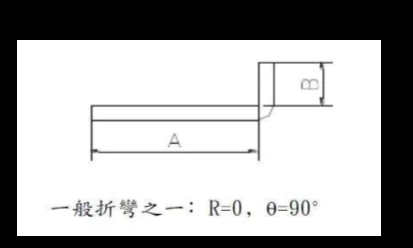
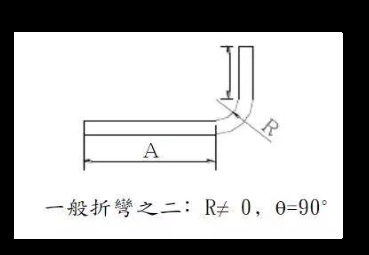
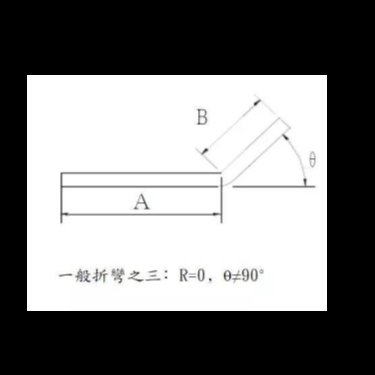
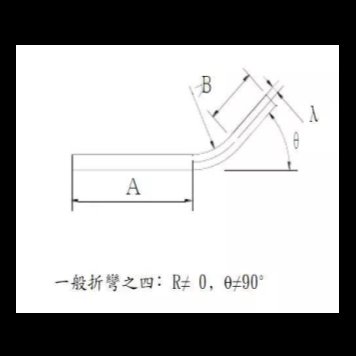
1、要考虑折弯机的刀具是否符合图纸纸R的要求。
2、要看折弯机的下刀或夹具是否挡住下次折弯的位置。
3、看上次折弯在本次折弯后,是否与折弯刀具和夹具刚蹭、碰撞。
4、看最后要折弯的那一道是否与折弯刀具和夹具刷蹭、碰撞。
5、看是否可以利用上次折弯的尺寸做为下次折弯的定位基准。
主要用途:
适合于冲压加工的钣金材料非常多,广泛应用于电子电器行业的钣金材料包括:
⒈ 普通冷轧板 SPCC SPCC是指钢锭经过冷轧机连续轧制成要求厚度的钢板卷料或片料。SPCC表面没有任何的防护,暴露在空气中极易被氧化,特别是在潮湿的环境中氧化速度加快,出现暗红色的铁锈,在使用时表面要喷漆、电镀或者其它防护。
⒉ 镀锌钢板SECC SECC的底材为一般的冷轧钢卷,在连续电镀锌产线经过脱脂、酸洗、电镀及各种后处理制程后,即成为电镀锌产品。SECC不但具有一般冷轧钢片的机械性能及近似的加工性,而且具有优越的耐蚀性及装饰性外观。在电子产品、家电及家具的市场上具有很大的竞争性及取代性。例如电脑机箱普遍使用的就是SECC。
⒊ 热浸镀锌钢板SGCC 热浸镀锌钢卷是指将热轧酸洗或冷轧后之半成品,经过清洗、退火,浸入温度约460°C的溶融锌槽中,而使钢片镀上锌层,再经调质整平及化学处理而成。SGCC材料比SECC材料硬、延展性差(避免深抽设计)、锌层较厚、电焊性差。
⒋ 不锈钢SUS301 Cr(铬)的含量较SUS304低,耐蚀性较差,但经过冷加工能获得很好的拉力和硬度,弹性较好,多用于弹片弹簧以及防EMI。
⒌ 不锈钢SUS304 使用最广泛的不锈钢之一,因含Ni(镍)故比含Cr(铬)的钢较富有耐蚀性、耐热性,拥有非常好的机械性能,无热处理硬化现象,没有弹性。




