电液伺服数控折弯机操作方法【技巧】
以下为电液伺服数控折弯机操作方法,随小编一起来看看吧。
1、系统应用说明
电液同步数控折弯机系统。
2、工况模式说明
系统有4种工况状态:编程,手动,半自动和自动。屏幕右上角为信息提示框,在不同 模式下不同操作时会有相应的信息提示或者报警提示。
编程模式:系统开机时处于编辑产品页面,并且处于编程模式。在该模式下用户可进行产品,模具和机床参数的编辑。此时机床不能动作。

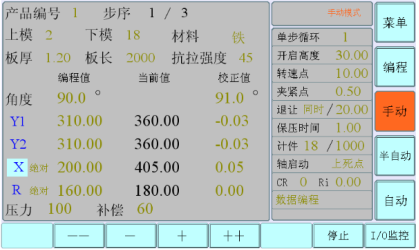
手动模式:机床调试时常用模式,用户可操作某个轴单独运行,以下以手动移动X轴为例,按“手动”键,进入手动页面
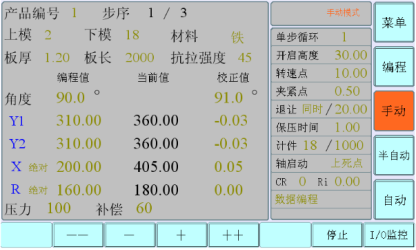
点击“X”,选择X轴
按“+”或“+ +”,X轴将往加计数方向(后)运行,按“—”或“— —”将往减计数 方向(前)运行,“+ +”和“— —”为快速,“+” 和“—”为慢速。速度大小由轴参数决定。当轴当前值超过最小极限值时,轴将不能朝减计数方向移动,但可以朝加计数方向移动。当轴当前值超过最大极限值时,轴将不能朝加计数方向移动,但可以朝减计数方向移动。伺服轴X轴和R轴手动只能单轴操作,不能同时移动两个或两个以上的伺服轴。滑块手动操作使用外部的脚踏开关。踩“脚踏下”时,滑块慢下,踩“脚踏上”时,滑块返程。滑块下行为减计数方向,上行为加计数方向。
自动模式:机床正常工作时状态。当编好产品后,系统从编程模式切换到自动模式时,页面出现安全对话信息:
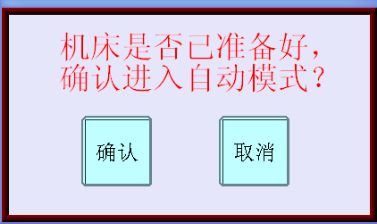
确认油泵、模具等外部信息无误后,点击“确认”键,系统进入“自动”模式页面.
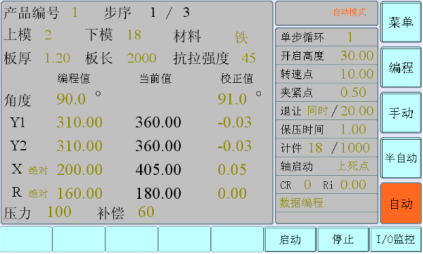
按“启动”键,各伺服轴(包括机械补偿轴)将自动定位到目标值,所以轴到位后踩下“脚踏下”开关,滑块开始下行(大致分快下,慢下和返程阶段),第一个折弯结束后,工步自动转换,页面自动切换到第二个弯头,等待第二次的脚踏开关信号。如此直到最后一个弯头折完,页面又切换到第一个弯头页面,一个产品才算折弯结束。
编程页面

产品编号:一个产品的编号,可数字或字母,产品保存、调用或删除时使用。
步序分子:显示当前第几个折弯,单个产品最多 ?个折弯。
步序分母:显示当前产品的总折弯数,单个产品最多 ?个折弯。
上模:产品的上模编号,可数字或字母。
下模:产品的下模编号,可数字或字母。
材料:板材材料,铁、铝和不锈钢,默认对应的抗拉强度分别为42、25和72Kg/mm。 抗拉强度:材料的抗拉强度,单位Kg/mm²。可根据材料选择时自动显示,也可根据实际人工输入或者修改。
板厚:板材厚度,数值范围0~99.99,单位毫米。
板长:折弯板长的长度,数值范围0~9999.99,单位毫米。
角度编程值:工件折弯角度。
角度校正值:工件实际折弯角度。
Y1/Y2编程值:滑块高度的编程值,系统根据上模、下模、板厚和材料等数据自动计算。 Y1/Y2当前值:通过光栅尺实时反馈滑块高度的当前位置值。
Y1/Y2校正值:滑块高度的校正值,系统可根据角度校正值自动计算,也可根据实际情况人为
输入修改。
X编程值:后挡料X轴编程值,数值范围0~9999.99,单位毫米。可选择绝对值编程或相对值
编程。绝对值是以上下合模时的中心线为零位置。
X当前值:通过伺服编码器实时反馈X轴的当前位置。
X校正值:X轴的校正尺寸,用于X轴实际位置与当前值不符时调整。
R编程值:后挡料R轴编程值,数值范围0~9999.99,单位毫米。可选择绝对值编程或相对值
编程。绝对值是以下工作台面为零位置。
R当前值:通过伺服编码器实时反馈显示R轴的当前位置。
R校正值:R轴的校正尺寸,用于R轴实际位置与当前值不符时调整。 压力: 折弯压力,单位吨。该值由系统自动计算,也可人为输入。 补偿: 工作台补偿量,该值由系统自动计算,也可人为输入。
单步循环:当前折弯重复的次数,数值范围1~99。在自动模式下起作用。
开启高度:也称上死点,指滑块返程时停止的位置值,该值系统自动计算也可人为输入修改。 转速点: 滑块由快下转慢下时的位置值,该值系统自动计算也可人为输入修改。




