管材激光切割机卡盘安装调试步骤及方法【详】
很多客户对卡盘安装的过程不熟悉,导致切割精度达不到理想效果,这篇文章就给大家讲下卡盘安装的过程 , 影响切割精度的因素与解决方法:
卡盘的夹持定位精度与重复夹持定位精度--卡盘出厂均经过精确调试,DK4S型为0.1以内,MSS型为0.1以内,SD型为0.25 内,BK型为0.2以内,LK型为0.05以内;
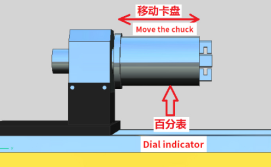
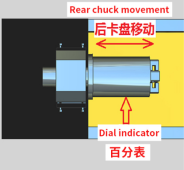
后卡盘的旋转中心轴与机床导轨的平行度(水平与垂直两个方向)--将百分表固定在床身上,表尖对准卡盘筒体底面,前后滑动卡盘,检测直线度,并调整到位,这里一般通过垫铜皮的方式解决 ;将百分表固定在床身上,表尖对准卡盘筒体侧面, 前后滑动卡盘,检测直线度,并调整到位,这里一般利用旋转座侧面的调节螺栓解决;
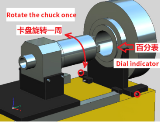
前卡盘与后卡盘的平行度与同心度--将百分表固定在后卡盘表面或者用后卡盘夹住,表尖对准前卡盘轴承内圈的平面上,旋转后卡盘,检测平行度并调节到位(小窍门:检测四等分位),这里一般通过垫铜皮和调节顶紧螺栓来解决;
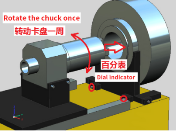
将百分表固定在后卡盘表面或者用后卡盘夹住,表尖对准前卡盘轴承内圈的外径上或内壁,旋转后卡盘,检测同心度并调节到位,这里一般通过垫铜皮和调节顶紧螺栓来解决。
以上的顺序千万不要颠倒,顺序颠倒了是达不到效果的,误差值尽可能调到最小,因为每个环节积累出来的值会直接影响到切割精度,加上机床本身的加工精度、刚性和直线度是不太理想的,另外切割材料基本上都是弯的,所以千万不要怕麻烦或存在侥幸心理。
通过以上的步骤和方法,卡盘已经基本安装到位。这时我们需要一根标准的圆棒(镀铬棒和圆管子是不标准的,不能用的,必须用经过双顶尖精磨高硬度的圆棒)来进行复检。前后卡盘同时夹持检棒,将百分表固定在床身上,表尖对准检棒侧面,滑动后卡盘,检测前后卡盘的同心轴与机床导轨水平方向的平行度;同理将表尖对准检棒的顶面,检测前后卡盘的同心轴与机床导轨垂直方向的平行度。如果误差比较大,请检查前面的步骤,直至误差值范围在0.1左右。
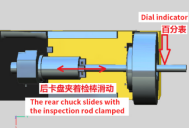
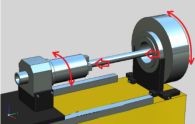
前后卡盘同时夹持检棒,尽量拉开前后卡盘的距离,将百分表固定在床身上,表尖对准检棒并尽量靠近卡盘,同时旋转前后卡盘,分别检测前后卡盘的夹持定位精度;重新夹持检棒并旋转,分别检测前后卡盘的重复定位精度。
扩展资料:
激光切割机优点:
1、精度高:适用于精密配件的切割和各种工艺字、画的精细切割。
2、速度快:是线切割的100倍以上。
3、热影响区小,不易变形。切缝平整、美观,无需后序处理。
4、性价比极高:价格只有同类性能CO2激光切割机的1/3,及同等功效数控冲床的2/5。
5、使用成本很低:仅为同类CO2激光激光切割机的1/8~1/10,每小时成本仅为18元左右,CO2激光切割机每小时成本为150~180元左右。
6、后续维护费用很低:仅为同类CO2激光切割机的1/10~1/15,及同等功效数控冲床的1/3~1/4。
7、性能稳定,保证持续生产。固体YAG激光器是激光领域最稳定最成熟产品之一。
8、和数控冲床比较,YAG激光切割机具有以下优点:
(1)能完成各种复杂结构的加工,只要能在电脑上画出任何图像,该机都能完成加工。
(2)不需要开模,只在电脑上将图做出,产品马上就可以出来,即能快速开发新产品,又能节约成本。
(3)YAG切割机有自动跟踪系统,所以即能完成平面切割,也能完成各种高低不平的曲面切割。
(4)复杂的工艺要求数控冲床难以完成,激光切割都能做到。
(5)表面非常光滑,产品档次很高,数控冲床难以做到。
(6)成型的箱体(厚0.5米以内)需增加孔槽等处理,数控冲床无法处理,YAG数控金属激光切割机能解决。




