气保焊立焊怎么焊【技巧】
大家知道气保焊立焊怎么焊吗?下面小编为大家简单介绍一下。
1、起弧
(1)保持干伸长不变。
(2)倒退引弧法,在焊道前端10—20mm处引弧。
(3)接头处磨薄,防止接头未熔和。
2、收弧
(1)保持干伸长不变。
(2)在熔池边缘处收弧。
起弧与收弧工艺,虽然说CO2的起弧与收弧工艺简单,但若达到一定的质量要求,掌握规范的操作工艺是很必要的。
起弧工艺:起弧之前在焊丝端头与母材之间保持一定距离的情况下,按下焊枪开关。在起弧时,保持干伸长度稳定。起弧处由于工件温度较低,又无法象手工焊那样拉长电弧预热,所以应采用倒退引弧法,使焊道充分熔和。
收弧工艺:CO2焊收弧时,应保持干伸长度不变,并把燃烧点拉到熔池边缘处停弧,焊机自完成回烧、消球、延时气保护的收弧过程。
3、操作方法
(1)左焊法(右→左):余高小,宽度大,飞溅小,便于观察焊缝,焊接过程稳定,气保效果好(有色金属必须用左焊法),但溶深较浅。
(2)右焊法(左→右):余高大,宽度小,飞溅大,便于观察熔池,熔深深。
(3)运枪方法:锯齿形摆抢。
(4)平角焊不摆或小幅摆动。
(5)立角向上焊,采用三角形运枪。
(6)焊枪过渡:熔池两边停留,在熔池前1/3处过渡。
(7)枪角度:垂直于焊道,沿运枪方向成80—90°角。
(8)试板:间隙2.0—2.5mm,起弧点略小于收弧点。无钝边,反变形1°。
(9)予防缺陷:
防夹角不熔—烧透夹角。防层间不熔—注意枪角度。
扩展资料:
二保焊立焊焊接方法及图解:
根据工件厚度的不同,立焊可以采用向下立焊或向上立焊。前者主要用于薄板,而后者用于厚度大于6mm的工件。
1、向下立焊
立焊时的主要运条方式有两种,一为直线式,气为摆动式。能够进行平板对接、丁字接和角接接头的焊接。
立焊时的关键在于保持熔池不流淌。由于保持熔池很难,而极易发生咬边、焊瘤、焊缝成形不均匀(熔深和熔宽)和焊道表面凹凸不平。
在向下立焊时,为了保持熔池,焊枪应斜向下指向熔池,并保持如图4-20所示的角度。电弧应始终对准熔池的前方,如图4-21a所示。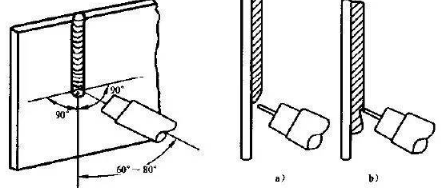
否则,一旦铁液流到电弧前方,便易发生焊瘤和焊不透,如图4-21b所示。这时应加速焊枪移动,并使焊枪前倾角增大,依靠电弧力把熔池金属推上去。
向下立焊主要使用细丝、短路过渡和较快的焊接速度,典型的焊接参数如表4-7所示。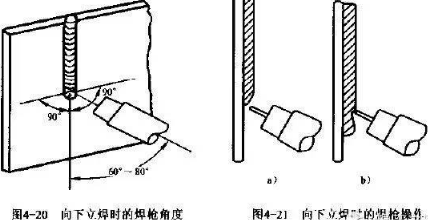
立焊焊缝与开坡口的对接焊缝在向下立焊的情况下有相似之处,该法用于厚度在6mm以下的薄板,焊接电流不得过大,当电流大于200A时,熔池金属将流失。
为此除限制电流外,还应尽量降低电弧电压和提高焊速。向下立焊时通常焊枪不进行摆动,因为焊枪摆动时熔池难以保持,易引起铁液流失和未焊透。
如果需要较大的熔宽时,应采用多层焊。值得指出的是向下立焊的焊缝成形美观、熔深浅,易产生未焊透和焊瘤。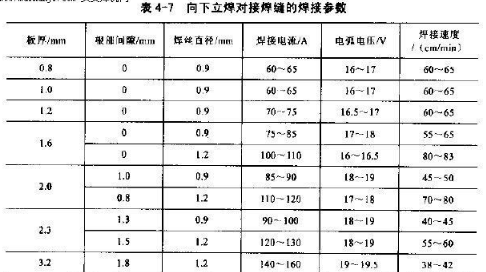
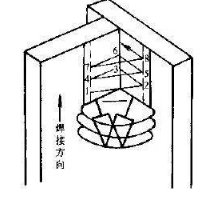
2.向上立焊
工件厚度大于6mm时应采用向上立焊。这时熔深较大、熔透可靠。但是由于熔池较大,使铁液流失倾向增加。为了能形成焊缝,不得使用过大参数。
通常采用的焊接参数为焊接电流120-150A、电弧电压18-20V的短路过渡形式。这时形成的熔池较小,熔池始终跟随电弧移动,前面的熔池金属也同时凝固,保证了熔池不致流淌。
向上立焊时焊枪位置十分重要,如图4-22所示。焊枪大致上应垂直于工件。直线式焊接时,焊道易呈凸状,焊道外观成形不良且易咬边。
多层焊时后面的填充焊道易产生焊不透,所以一般不采用,因而向上立焊通常都进行摆动,摆动方式是如图4-23a所示的小幅摆动。由于这时热量集中,焊道易凸起,所以在均匀摆动的情况下,应快速向上移动。
如果要求较大的焊脚时,应该采用图4-23b所示的月牙摆动方式,在焊道中心部位快速移动,而在两侧少许停留,以便防止咬边。但这时应当注意不得使用向下弯曲的月牙摆动,如图4-23c所示。
因为这种摆动易引起铁液流淌和产生咬边。向上立焊进行单道焊时,容易得到平坦而光滑的焊道,最大焊脚可达12mm。要求更大的焊脚时应采用多层焊。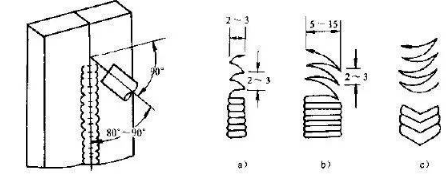
多层焊时第一层采用小幅摆动,而第二层应采用如图4-23b所示的月牙摆动方式。如果要求很大焊脚时,第一层也可以采用三角形摆动,如图4-24所示。这时三点都要停留0.5~1s,要均匀地向下移动。
以后各层可以采用月牙摆动所示,典型焊接参数根据板厚来决定。对于厚板电流为150~200A,电压为22-25V。对于中板电流为100~150A,电压为18~22V。通常使用直径1.2mm的焊丝,而直径1.6mm的焊丝基木上不采用。