车床主轴和尾座调整同轴的方法【图解】
调整车床主轴和尾座同轴的方法说是调节同轴,其实是调整到主轴和尾顶尖产生轴线,与导轨相互平行。单独调节主轴和导轨平行度要开主轴箱,不在这贴的讨论范围。不同轴会导致两顶尖或者一夹一顶操作时,车成的工件有大小头车床,无论是旧床拆洗,或者新床到手,甚至一个时期的使用以后,都需要校验和调整主轴和顶尖的同轴度。前些时候刚刚这样操作了一次,发几张照片供初学者参考。检验的原理是,两顶尖装夹一根非常准确的检验棒,百分表装在溜板箱上,检查检验棒全长的偏离,百分表读数之差是床尾偏心距的2倍。
【补充】:自制校验棒方法:买一根光轴,四爪上仔细打表,再钻中心孔即可一, 前顶尖设定
前顶尖可以用准确的死顶尖,装入主轴锥孔。或者用如下的自车顶尖法,更能保证前顶尖与主轴同轴
1),装夹一根圆棒,取不用的废料即可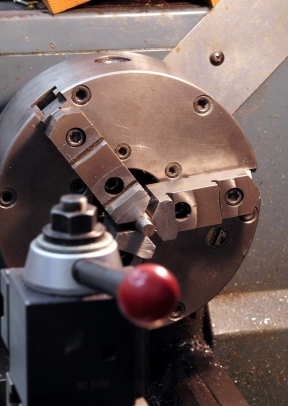
2)对车刀中心高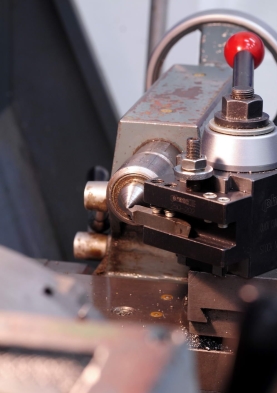
3)设定小滑板偏移度数为30度(顶尖60度的一半)
4)开车,锁住溜板箱,用中滑板确定背吃刀量,小滑板进给形成圆锥
5) 车成的前顶尖。在整个调节过程中不能松卡盘,否则要重新车制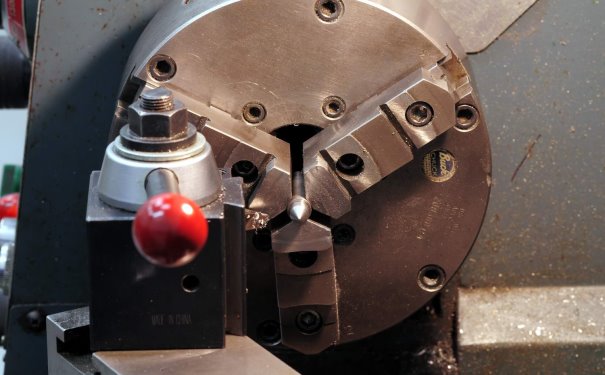
二,装夹检验棒
检验棒是蘸硬钢精磨出来的,顶尖孔同轴度,自身圆柱度都有保证。装夹时要将包括前后顶尖,顶尖孔在内的接触部分擦拭干净两顶尖装夹在车床上。为了方便,我把刀架暂时卸下了
三,检验;安装百分表,对床头处设为0床头读数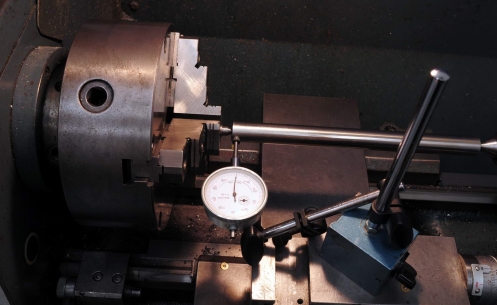
10英寸后的床尾读数,可见尾顶尖远离了0.0035吋,相当于8.9丝。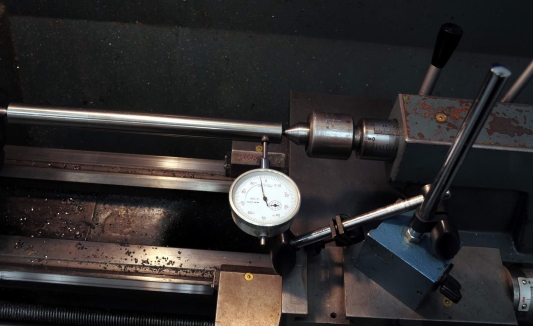
三,调节
一般车床为了便于调节,以及用偏移尾座法来车锥度,尾座都分上下两部分,相互之间可以移动。调节是通过一对紧定螺钉相互锁紧。因而要放一侧紧一侧。调整到百分表读数和床头一致。调定后要拧紧,并且关注百分表读数有无变动在内六角扳手处调节
调节后尾座处读数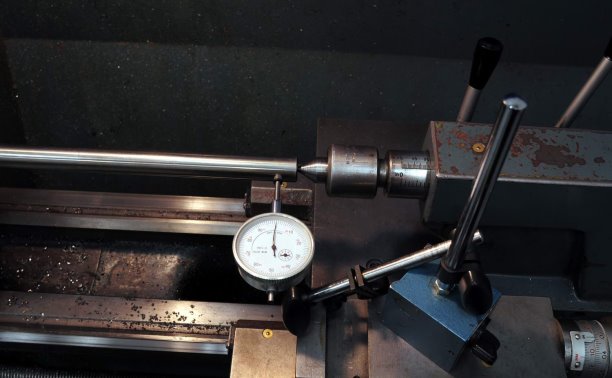
调节后床头处读数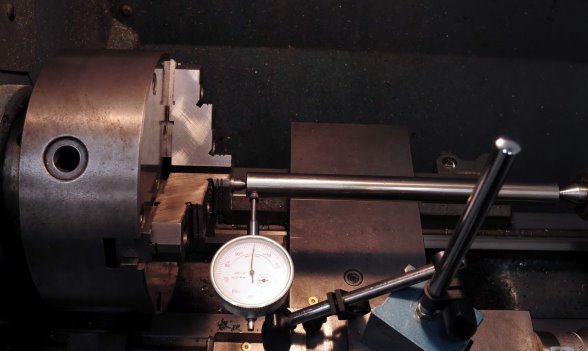
可见两处读数一致,调节完成。若偏差仍大,同前处理,记床头,调尾座。顺带秀几台设备1947年辛辛那提车床。这个厂当年是以生产卧铣起家,1889年建厂,后来也生产车床刨床之类,现在依然在生产高精度铣床 Bridgeport立铣。Bridgeport 是首次制造立铣床的公司,因而英语中直接用“bridgeport”表示立铣床。1938年开业,2004年被Hardinge(也是机床制造名厂)收购,一般式样
Bridgeport立铣。Bridgeport 是首次制造立铣床的公司,因而英语中直接用“bridgeport”表示立铣床。1938年开业,2004年被Hardinge(也是机床制造名厂)收购,一般式样
加高并加装回转工作台的