数控车铣复合一体机编程实例【新】
一、孔加工编程
根据图5-8所示要求编程。
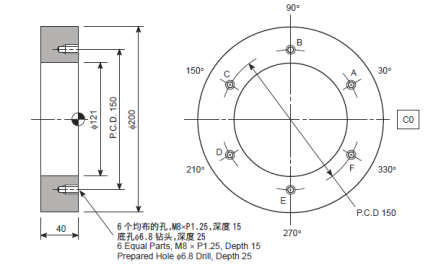
图5-8 编程实例1
工序 | T代码 | 刀具名称 | 主轴转速 | 进给速度 | 刀具偏移编号 |
N1 | T0101 | 中心钻 | 2000 | 150 | 1 |
N2 | T0202 | φ直径钻头 | 1300 | 200 | 2 |
N 3 | T0303 | M8()丝锥 | 400 | 500 | 3 |
程 序 | 说 明 |
O0001; N1(CENTER DRILL) G98; M45; G28 H0; G00 T0101 G97 S2000 M13; ; G83 F150 K6;
G80; G00 M05; M46; G99; M01; |
用中心钻进行钻削 设定每分钟进给量模式 C轴连接 将C轴返回至机床零点 旋转刀塔以选择1号刀具 以2000 r/min的转速启动旋转主轴刀具 以快速进给速度定位在孔加工起点位置 执行端面锪孔钻削循环G83 H60 增量值:当前位置→B→C→D→E→F→A 点Z(孔底)的Z坐标值 从初始点到R点的距离和方向 F150 150mm/min的进给速度 K6 重复次数6次 取消孔加工循环 停止旋转刀具主轴 取消C轴连接 调用每转进给量模式 可选停止 |
N2( DRILL) G98; M45; G28 H0; G00 T0202 G97 S1300 M13; ; G83 F200 K6;
G80; G00 M05; M46; G99; M01; | 用φ直径钻头进行钻削 设定每分钟进给量模式 C轴连接 将C轴返回至机床零点 旋转刀塔以选择2号刀具 以1300 r/min的转速启动旋转主轴刀具 以快速进给速度定位在孔加工起点位置 执行端面锪孔钻削循环G83 H60 增量值:当前位置→B→C→D→E→F→A 点Z(孔底)的Z坐标值 从初始点到R点的距离和方向 F200 200mm/min的进给速度 K6 重复次数6次 取消孔加工循环 停止旋转刀具主轴 取消C轴连接 调用每转进给量模式 可选停止 |
N3(M8× TAP) G98; M45; G28 H0; G00 T0303; G97; ; G384 S400 T2;
G384 ; G384 ; G384 ; G384 ; G384 ; G380; G00 M05; M46; G99; M30; | 用M8×丝锥攻丝 设定每分钟进给量模式 C轴连接 将C轴返回至机床零点 旋转刀塔以选择2号刀具 采用恒转速模式 以快速进给速度定位在孔加工起点位置 在点A端面执行端面同步攻丝循环G384 点Z(孔底)的Z坐标值 Z=-(丝锥深度+攻丝长度)= -(15+5)= -20 R点位置(绝对指令) 螺距 mm T2 攻丝方向(Z轴方向右旋螺纹) 在点B至F执行端面同步攻丝循环G384
取消孔加工循环 停止旋转刀具主轴 取消C轴连接 调用每转进给量模式 程序结束 |
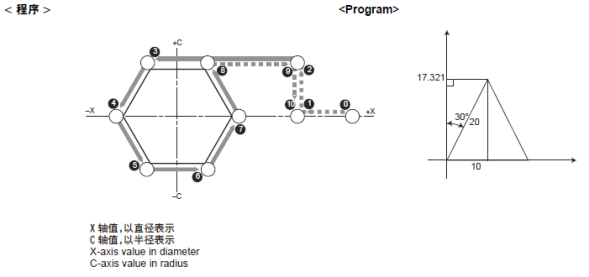
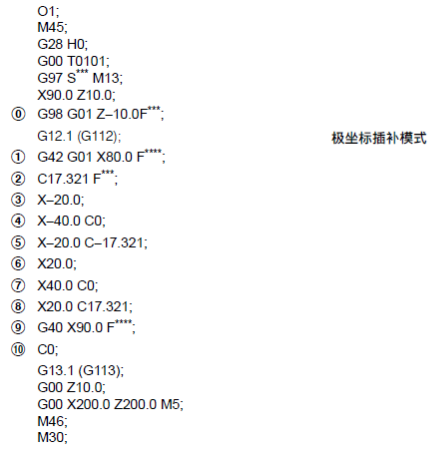
二、铣端面六方
根据图5-9所示要求编程。
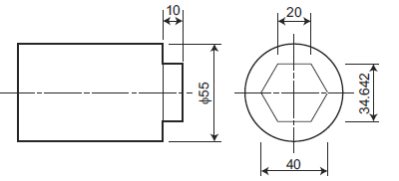
图5-9 编程实例2


三、典型车铣复合加工
应用车削中心编程,加工如图5-10所示右端轮廓。
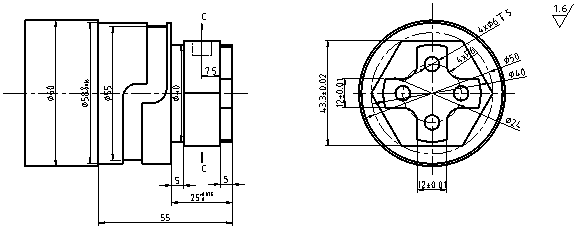
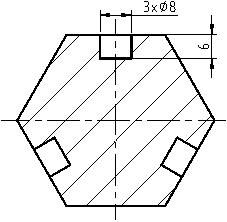
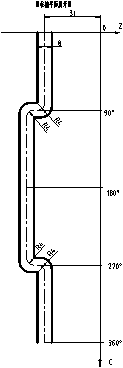
图5-10 编程实例3
1.分析工艺
(1)车端面;粗、精车外圆-T0404
(2)切槽-T0101
(3)端面钻孔-T0707
(4)铣十字外形-T0909
(5)铣六方-T0909
(6)六方侧面钻孔-T1111
(7)柱面铣槽-T1111
2.编制程序
%
O6610 | 加工主程序 |
M98P0001 | 调用端面加工程序 |
M98P0002 | 调用外轮廓粗、精加工程序 |
M98P0003 |
|
M98P0004 |
|
|
|
M98P0005 |
|
G10P09R0 |
|
M98P0005 |
|
|
|
M98P0006 |
|
G10P09R0 |
|
M98P0061 |
|
M98P0008 |
|
M98P0009 |
|
M30 |
|
O1 | 端面车削 |
G53G0X-2. | 回第二机床原点 |
G53G0Z-50. |
|
G54 | 建立工件坐标系 |
T404 | 选择4号刀具 |
M46 | 取消C轴离合方式 |
G99 | 设定每转进给率方式 |
G50S3000 | 设定最高转速3000r/min |
G96M4S200 | 启用恒线速度200m/min |
G0Z0. | 快速定位至端面 |
X65. |
|
| 车端面 |
| 退刀 |
G53G0X-2. | 回第二机床坐标原点 |
G53G0Z-50. |
|
M05 | 主轴停 |
M99 | 子程序结束并返回主程序 |
O2 | 应用G71、G70循环粗、精车外轮廓 |
G53G0X-2. | 回第二机床原点 |
G53G0Z-50. |
|
G54 | 建立工件坐标系 |
T404 | 选择4号刀 |
G50S3000 | 设定最高转速3000r/min |
G99 | 设定每转进给率方式 |
G96S200M4 | 启用恒线速度200m/min |
G0Z5. | 快速定位靠近工件 |
X65. |
|
. | 定位至粗加工起点 |
| 设置G71粗加工循环参数 |
|
|
| 精加工轮廓程序起始段 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 精加工轮廓程序末尾段 |
G53G0X-2. | 回第二机床原点 |
G53G0Z-50. |
|
M5 | 主轴停止 |
M0 | 程序停 |
G50S3000 | 设定最高转速3000r/min |
G96M4S200 | 启用恒线速度200m/min |
T404 | 更新刀补 |
G99 | 每转进给率设定 |
. | 定位至精加工起点 |
G70P10Q20 | 精加工外轮廓 |
G53G0X-2. | 回第二机床原点 |
G53G0Z-50. |
|
M05 | 主轴停 |
M99 | 子程序结束并返回主程序 |
O3(切槽)
G53G0X-2.
G53G0Z-50.
G54
T101
G99
G97S2000M4
X65.
铣端面孔)
G53G0X-2.
G53G0Z-50.
G54
M45
G28H0.
T707
M13S4000
G98
G0Z5.
X50.
铣端面十字外形)
G53G0X-2.
G53G0Z-50.
G54
T909
M45
M13S4000
G98
G28H0.
G0C0.
G0Z5.
X70.
C-6.
X24.
铣六边形主程序)
G0G53X-2.
G0G53Z-100.
T0909
M45
S4000M13
G54
G98
G00Z5.
X100.
G28H0.
G0C0.
.
M98P0007L1.
.
M98P0007L1.
.
M98P0007L1.
G53G0X-2.
G53G0Z-100.
M05
G99
M46
M05
M00
M99
O7(铣六边形子程序)
G0C0.
X100.
G112
.
X62.
X53.
加工侧面孔)
G53G0X-2.
G53G0Z-50.
T1111
G54
M45
M13S3000
G98
X65.
加工圆柱面槽)
G53G0X-2.
G53G0Z-100.
T1111
G54
M45
G97S2000M13
G28H0.
G0C0.
G00Z30.
X80.
Z-31.
精加工六边形)
G0G53X-2.
G0G53Z-100.
T0909
M45
S4000M13
G54
G98
G00Z5.
X100.
G28H0.
G0C0.
.
M98P0007L1.
G53G0X-2.
G53G0Z-100.
M05
G99
M46
M05
M00
M99




