数控刀具磨刀机使用方法【干货】
刀具的刃磨一般分为手工刃磨和磨刀机刃磨,其中手工刃磨需要掌握严格的技术要领,不但效率低,而且精度差,况且有些刀具(如立铣刀)根本无法手工刃磨,随着数控加工设备的普及,手工刃磨的刀具越来越不适应现代化的加工方式,所以磨刀机越来越受欢迎。像钻头磨刀机、锯片铣刀磨刀机、雕刻刀磨刀机等得到了迅速推广,那么数控刀具磨刀机如何使用呢?接下里一起来了解下
数控刀具磨刀机使用方法
1.步骤一: 将硬质合金园棒开扁
将硬质合金园棒插入磨刀机刀架上刀具弹簧夹头后,在刀架位置插销状态处于锁紧时, 分度盘槽为0°基准线,均匀转动长轴微调装置手柄,便刀具慢慢向左方向磨削前进,把将硬质合金园棒磨扁一半,在磨扁时尽量使用刀架以光长轴为轴心上下移动自行修磨砂轮表面的方法, 这样可避免将砂轮磨出沟痕来,一般情况开扁尺寸最后精磨要保证留下刀面高出园棒中心0.01-0.03MM
注:本初加工工序最好采用150-320粒度金刚石粗精加工砂轮.
2.步骤二: 将开扁后的刀具磨成锥度
松开水平锁紧手柄,转动水平刀架回转装置到1/2刀具锥角计算度数(如:要磨60°的锥尖刀,必须转动到30°-经验角度5°=25°的位置)锁死,调整刀架位置插销为未插入槽内的自由状态时,左手均匀转动长轴微调装置手柄,在刀具慢慢向左方向磨削前进的同时,右手均匀转动刀架收紧螺母手柄使刀具被磨成锥体形状.此工序不能完全将刀尖磨尖,必须留0.4mm左右余量. 注:本初加工工序最好采用320金刚石精加工砂轮.
3.步骤三: 刃磨刀具的刃口部分
调整刀架分度盘旋到原定基准线0度槽线上, 向右旋转6格槽使刀具开扁面水平向上位置. 再调整刀架分度盘向右转动2格为槽线上位置,使插销状态锁紧使刀具固定不能转动,此时左手均匀转动长轴微调装置,便刀架慢慢向左方向磨削前进,把a点刀具左切削刃口精磨出来.
注:本初加工工序最好采用320-400金刚石精加工砂轮.如需更好的表面质量可用600-1200金刚石超精加工砂轮
4.步骤四: 刃磨刀具后背部分
在确定磨好切削刃口部分a点以后, 拉提插销到位置2上, 使刀架转动位置刀具能在限位块内转动, 加工c点和超过b点回转磨出后刀背, 这样顺时针右手均匀转动刀架螺母手柄同时少量左手均匀转动长轴微调装置,便刀架慢慢向左方向磨削前进使刀具后刀面滚边磨出.
5.步骤五: 刃磨刀具刀尖部分
刀具磨成型后,松开锁紧刀架收紧螺母手柄使刀具处于松开状态把它从弹簧夹头中取出,用双手握住刀柄部分,垂直于砂轮端面仰20-30°后角把刀尖在砂轮端面上轻抛一下同时顺时针一转即可,主要是控制实际加工对刀宽度的要求,一般为:0.1—0.2MM.(这个技术对熟练工人很简单,但初学者要多试几次).
注:本初加工工序最好采用320-400金刚石精加工砂轮. 如需更好的表面质量可用600-1200金刚石超精加工砂轮
一.磨刀機和操作步驟: | |
1.先清洁刀片马达头, | |
2.小心将刀片装上并锁紧; | |
3.用手转动刀片马达及磨石马达; | |
4.调校磨削角度盘,调校后必须锁紧转盘; | |
5.转动手柄使磨刀马达推向前至互相摩擦为止; | |
6.以后每隔数分钟,再推前少许,直到刀片完全磨利为止。 | |
二.磨刀规范: | |
精雕机加工原理是高速铣削,主轴转速是24000转/分,因此,对刀具的要求很高。 | |
想磨一把好刀,首先得了解刀具的结构,及各参数对刀具的影响。只有这样,才能磨制好刀具。 | |
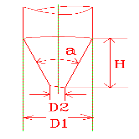
锥刀的结构及参数: | |
| |
D1 顶直径 | |
D2 底直径 | |
H 刃高 | |
a 刃全角 | |
| |
| |
锥刀:文字和图案雕刻的专业刀具,最擅长于修边修角。 | |
锥角(a) 主要影响刀具 1)强度。 | |
2)雕刻区边缘清晰度。 | |
底刃直径(D 2) 影响刀具 1)边缘的清晰度。 | |
2)底面的粗糙度。 | |
附: 当你新建一把刀具时,比如JD—250—0.3时,千万别忘记, | |
锥刀的优势 | |
(a) 由于a角的存在,能有效率地进行区域边缘角度加工。 | |
(b) 由于a角的存在,方便修边,修角(清角加工)。 | |
(c) 使直径十分小的刀具(小于0.1mm)有存在的价值。 | |
(d) 便于修磨,使用成本低。 | |
锥刀的弱点: | |
(a) 保证尺寸难度大 | |
(b) 由于a存在——Dx变化——切削速度(S=n Dx)不均——受力不均——出现啃刀。 | |
(c) 磨刀精度难以保证。 | |
(d) 单刃切削——平稳性差。 | |
(e) 容易磨损。 | |
使用锥刀注意事项:(只针对黄铜) | |
(1) 单次开槽深度小于或者等于0.5mm(开槽,) | |
(2) 单次吃刀深度小于或等于1mm(开粗) | |
(3) 开粗加工中侧向进给量小于或等于0.5mm | |
(4) 24小时内进行一次复磨 | |
(5) 高频模加工中,锥刀的刃开半开长到2.3mm。 | |
了解了锥刀的结构及各参数。下面开始磨刀: | |
| |
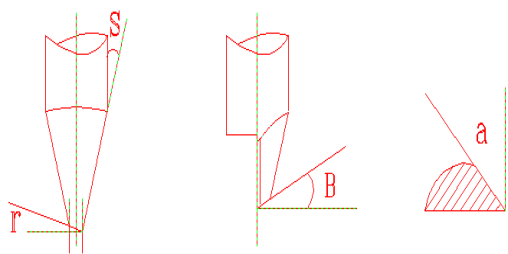
图(B) 图(C) 图(D) | |
| |
| |
其中 S 称主刃偏角。r 副刃偏角。 a 后角。 B 副后角 。 | |
磨制刀具(一定要强化步骤) | |
1. 磨刀机各转盘归零 | |
转台1和分度盘2必须归零,否则在开半径时无法保证前刀面与刀的旋转中心平行, | |
2. 开半径 | |
对于基础差的学员此处还涉及到千分尺使用方法的教授 。刀杆直径D=3.175 半径R=1.5875。是否开半径就开到1.5875呢?不是。不同材料开半径留下的数不同。如下表示: | |
材料: 双色板 紫铜 59#铜 铬钢 | |
开半径: 1.6 1.61 1.63 1.65 | |
注: 开半径的多少直接影响到刀具的强度,所以要准确。 | |
3. 转分度盘(转后磨后角)如图(D)所示。 | |
后角偏大: 刀具锋利而易断或磨损。 | |
后角偏小: 刀具强度高但不锋利。 | |
不同材料,后角也不相同。 | |
材料: 双色板 紫铜 59#铜 铬钢 | |
后角: 450 400 300 150 | |
4. 转转台(磨锥角) | |
锥角的大小是通过转转台控制,而转转台的多少是由锥角和后角共同约束(角度对照表) | |
实质上表也是通过计算得来: | |
公式:S=tg-1[tg(A/2)xcos(a)] | |
其中A=200(锥角) a后角 | |
5. 限范围去材料(1500左右) | |
磨制锥角时,要强调在1500左右,如果超出范围会导致刀具 1刀具锥角不准 2损磨主刃。 | |
6. 点尖(关键一步) | |
画龙点睛,磨刀点尖,点尖要注意两个参数: | |
(1) 副刃偏角(r) 如图(B) | |
副刃偏角的磨制与材料无关,一般30—50 | |
副刃偏角(r) 影响: 1)底面的粗糙度 | |
2)刀具的锋利程度 | |
3)刀具的排屑 | |
(2)副后角(B) | |
副后角的磨制与材料无关,一般150—200 | |
副后角(B) 影响: 1)刀具的锋利程度 | |
2)刀具的排屑如果能做到以上六步到位,就能磨制一把较好的刀具。 |




