数控深孔钻机床型号【大全】
数控深孔钻(CNC Deep Hole Drilling Machine)是应用运水孔、顶针孔、射销孔的深孔加工的机床。深度最长最长 2000㎜。那么数控深孔钻机床型号是怎样的呢,下面小编带着大家详细介绍一下。
1、数控深孔钻机床型号
按加工方式分: 12大类
车床 | 钻床 | 镗床 | 磨床 | 齿轮加工机床 | 螺纹加工机床 | 铣床 | 刨床 | 拉床 | 电加工 机床 | 切断 机床 | 其它机床 |
按通用程度分:
通用机床(万能机床):加工范围较广、结构复杂,主要适用于单件、 小批量生产。如卧式车床、卧式铣镗床等。
专门化机床(专能机床):加工某一类或几类零件的某一种(或几种)特定工序。如精密丝杠车床、凸轮轴车床、曲轴车床等。
专用机床:加工某一种(或几种)零件的特定工序。如制造主轴箱的专用镗床、制造车床床身导轨的专用龙门磨床等等。
按照加工精度:
普通精度机床、精密机床、高精度机床。
按照自动化程度:
手动、机动、半自动和自动机床。
按照机床质量:
仪表机床、中型机床(一般机床)、大型机床(质量达10t)、重型机床(大于30t)和超重型机床(大于100t)。
按照机床主要工作部件的数目:
单轴、多轴或单刀和多刀机床等。
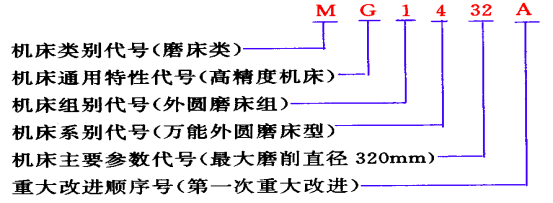
二、机床型号的编制方法
1、机床的类别代号
类别 | 车床 | 钻床 | 镗床 | 磨床 | 齿轮加工机床 | 螺纹加工机床 | 铣床 | 刨床 | 拉床 | 电加工 机床 | 切断 机床 | 其它机床 | ||
代号 | C | Z | T | M | 2M | 3M | Y | S | X | B | L | D | G | Q |
读音 | 车 | 钻 | 镗 | 磨 | 2磨 | 3磨 | 牙 | 丝 | 铣 | 刨 | 拉 | 电 | 割 | 其 |
2、 机床的特性代号
(1)通用特性代号
通用特性 | 代号 | 通用特性 | 代号 |
高精度 | G | 仿 形 | F |
精 密 | M | 轻 型 | Q |
自 动 | Z | 加 重 型 | C |
半自动 | B | 万 能 | W |
数字程序控制 | K | 简 式 | J |
自动换刀 | H | 柔性加工单元 | R |
(2)结构特性代号
区别主参数相同而结构不同的机床,在型号中用汉语拼音区分。通用特性代号已用的字母及字母“I”、“O”不能用。例:CA6140型普通车床。
3、机床的组别和系别代号
每类机床分10组(从0~9组),每组又分10系(从0~9型)
4、主要参数代号
代表机床规格大小的一种参数,用阿拉伯数字表示,常用主参数的折算值(1/10或1/100或1/1)来表示。
5、机床重大改进序号
用字母“A、B、C …… ”表示,附机床型号末尾,以示区别。
三、机床的精度和技术性能
1、 机床的精度
(1)几何精度
车身导轨的直线度、工作台台面的平面度、主轴的回转精度、刀架和工作台等移动的直线度、车床刀架移动方向与主轴线的平行度等。
(2)传动精度
是指机床内部联系传动链两端件之间运动关系的准确性。
(3)位置精度
是机床运动部件(如工作台、刀架和主轴箱等),从某一起始位置运动到预期的另一位置时所到达的实际位置的准确程度。
2、 机床的技术性能
机床的技术性能是有关机床加工范围、使用质量和经济性的性能指标,包括工艺范围、技术规格、加工精度和表面粗糙度、生产率、自动化程度和精度保持性。
机床的工艺范围:可以完成的工序种类、能加工的零件类型、毛坯和材料种类以及适应的生产规模等。
机床的技术规格:反映机床尺寸大小和工作性能的各种技术数据。包括尺寸参数、运动参数和动力参数。
加工精度与表面粗糙度:是指在正常工艺条件下,机床上加工零件所能达到的尺寸精度、形状和相互位置精度以及所控制的表面粗糙度。
机床生产率:通常是指单位时间内机床所能加工的工件数量。
机床的自动化程度:可以用机床自动工作的时间与全部工作时间的比值表示。
精度保持性:是指机床保持其规定的加工质量的时间长短。




