四爪卡盘校正方法及怎么精准找正更快
机床上用的四爪单动卡盘,它主要是由卡盘本体、四个螺杆和一副卡爪组成,并且每个卡爪都是可以独立运动的。那么我们在使用这类夹具时,四爪卡盘校正的几种方法有哪些?
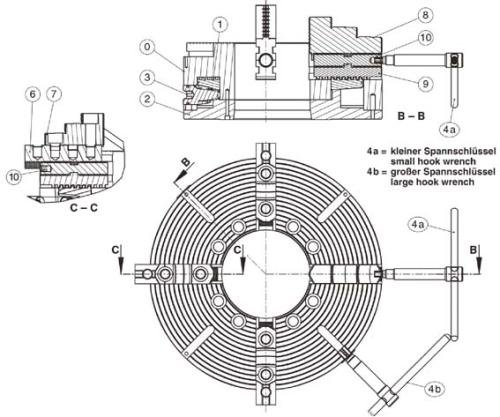
1、四爪卡盘的结构
四爪单动卡盘全称是机床用手动四爪单动卡盘,是由1个盘体、一付卡爪,4个丝杆组成的,每个卡爪都可单独运动。工作时是用4个丝杠分别带动四爪,因此常见的四爪单动卡盘没有自动定心的作用。
2、四爪卡盘如何装夹及校正
用划针盘(图2-11)校正外圆,先使划针稍离开工件外圆面,然后慢慢转动主轴,用观察针尖与工件表面之间的间隙大小来判断工件的位置。根据间隙的差异量来调整每一对相对的卡爪位置,它的调整量大约是间隙差异量的一半。按照这样的步骤经过几次调整,一直进行到划针尖和工件表面间的间隙均匀。
校正时还必须注意:
2.1当需要校正整个工件时,校正外圆和校正端面必须同时兼顾。特别要注意加工余量少的部分,不要因为校正不当出现加工余量不够以致造成废品。
2.2当工件的外圆或端面有不需要加工的部位时,必须对不需要加工的部位进行校正,使它的位置正确。当工件上各加工表面的加工余量不一致时,应该着重校正余量少的部位。否则会使这个部位因为余量不够而不能切去毛坯表面。
2.3校正前应该作好安全预防工作。通常在床身导轨上放一块木板,用来防止工件掉下时损坏导轨。对于较大的工件,要同时用尾座回转顶尖通过辅助工具顶住工件,以防止发生人身或设备事故。
3、四爪上校正的注意事项:
3.1为了防止工件被夹毛,装夹时应垫铜皮。找正工件时,在工件与导轨面之间垫防护板,以防工件掉下,损坏床面。
3.2校正工件时,不能同时松开两只卡爪,以防工件掉下。
3.3校正工件时,主轴应放在空档位置,否则给卡盘转动带来困难。
3.4校正工件时,灯光、针尖与视线角度要配合好,否则会增大目测误差。
3.5工件校正后,4个卡爪的紧固力基本一致,否则车削时工件容易移位。
3.6找正工件时要耐心、细致、不可急躁,并注意安全。
四爪单动卡盘全称是机床用手动四爪单动卡盘,是由一个盘体,四个丝杆,一付卡爪组成的。工作时是用四个丝杠分别带动四爪,因此常见的四爪单动卡盘没有自动定心的作用。随着人们对工作效率越来越高的要求,液压卡盘逐渐取代手动卡盘,得到了广泛的应用。
为满足不同工件的加工要求,如矩形面、圆柱毛坯面等一些不规则形面的工件,以及一些夹持面与加工面存在偏心的工件,通常需要采用四爪液压卡盘。纵观国内外液压卡盘生产厂家生产的四爪液压卡盘,其结构均为一个油缸驱动四个夹爪同时夹紧,工件中心很难与主轴回转中心同轴,每次夹持中心的调整都得通过自车夹爪来实现,很不方便。即使调整得比较精确。
由于工件自身夹持面的偏差,根据三点定心的原理,仍旧不能实现四点同圆,四个夹爪中三爪夹紧后第四爪为虚夹。当切削力较大时,夹持力可能不够,造成废品甚至发生事故,制约了四爪液压卡盘的应用。为此,我厂开发研制了四爪自动定心液压卡盘,并成功地应用于1.2m数控立车上。本文着重介绍该卡盘的结构、工作原理、夹爪的调整以及夹紧力的计算。




