无心磨床通磨调整方法【技巧】
无心磨床采用五片动压轴承,承载能力大,刚性好,旋转平稳,在磨削锥形零件时,磨削轮可不必修整成锥形,速度均匀,精度高,能减轻操作者的劳动强度。无心磨床调试的方法有很多, 每个人操作都有些区别 , 下面是本人的调试方法, 和大家交流一下。
A:先把无心磨床的砂轮修整好。
B:根据你的无心磨床的型号来调导轮的修整角度,如果要求不高,导轮修整角度调整1-1.5度,倾斜角度2.5-3度。然后修整导轮。
C:砂轮和导轮都修平后关机。
D:选择好适合产品外径的刀板, 及设定好中心高度,中心高度一般比磨床中心高出3-5毫米, 并固定好刀板。
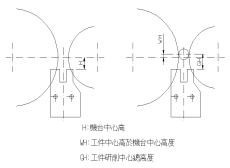
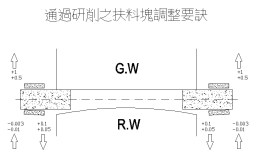
通过研磨导板的调整
贯通过研磨时所用导板,应互相平行而且调整轮的导板,应与调整轮边成一直线,其测试方法是将研磨好的研磨物,自进口通至出口,再从出口通至进口,确认是否圆滑通行,又其方向是否一直在线,导板与调整轮若不在一直在线,则研磨物会呈凹形或凸形如图9.1所示。
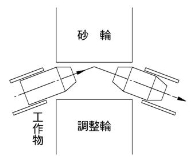
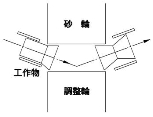
图9.1
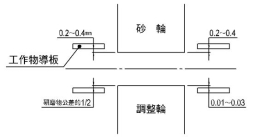
图9.2
如图9.2所示调整轮边的进口为研磨物公差的1/2,出口边取0.01~0.03mm的间隙,在研磨砂轮边进出口取0.2~0.4mm的间隙。
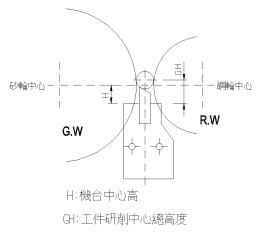
刀架中心高度调整方法
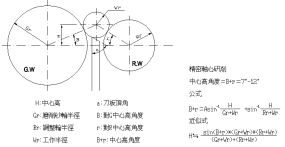
以下为通过研磨之研削与角度及中心高换算表
换算公式 H+(ψ÷4)=GH
H:为由刀架顶端至砂轮中心之高度
ψ:为工件直径
GH:为工件研磨中心高
WH:为工件研磨至中心至砂轮中心之高=(ψ÷4)
斜度每斜1度可增加研削口0.1mm
高度(WH)每增加1mm增加研削口0.01mm
R角每度减少研削口0.1mm
粗磨不需预留进出研削口
细磨预留研削口 前0.02mm 后0.01mm 共0.03mm
精磨预留研削口 前0.02mm 后0.02mm 共0.04mm
例:H=37
工件ψ20
H37+(20÷4)=GH42
素材:ψ20.2 成品:ψ19.96
粗磨:ψ20.05 细磨:ψ19.98 精磨:ψ19.96
粗磨
斜角2.5度=0.25 WH 5mm=0.05 共计0.3mm
0.3mm扣实际研磨量 素材减粗磨尺寸
0.3-(20.0-20.05)=0.15 则R角为1.5度
细磨
斜角2.6度=0.26 WH 5mm=0.05 共计0.31mm
0.31mm扣实际研磨量 粗磨减细磨尺寸扣研削口
0.31-(20.05-19.98)-0.03=0.21 则R角为2度─2.1度
精磨
斜角2.7度=0.27 WH 5mm=0.05 共计0.32mm
0.32mm扣实际研磨量 细磨减精磨尺寸扣研削口
0.32-(19.98-19.96)-0.04=0.26 则R角为2.5度─2.6度