轧辊机构设计说明书【借鉴】
以下为轧辊机机构设计说明书,一起来看看吧。
设计任务
1.1 项目说明图
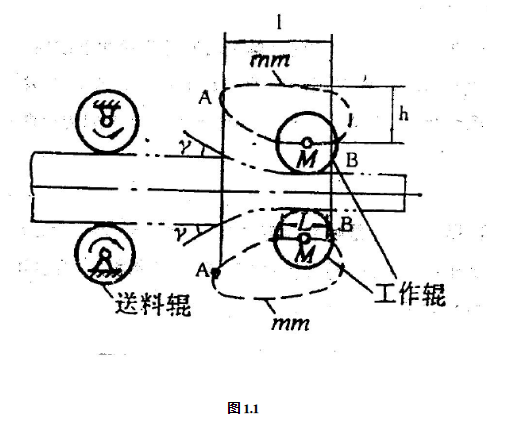
图5.1所示轧机是由送料辊送进铸坯,由工作辊将铸坯制成一定尺寸的方形、矩形或圆形截面坯料的初轧机。它在水平面内和铅垂面内各布置一对轧辊(图中只画出了铅垂面内的一对轧辊)。两对轧辊交替轧制。轧机中工作辊中心M应沿轨迹mm运动,以适应轧制工作的需要。坯料的截面形状由轧辊的形状来保证。在金属变形区模的末段,应是与轧制中心线平行的直线段,在此直线段内轧辊对轧件进行平整,以消除轧件表面因周期间歇轧制引起的波纹。因此,希望该平整段L尽可能长些。轧制是在铅垂面和水平面内交替进行的,当一面内的一对轧辊在轧制时,另一面轧辊正处于空回程中。从实际结构考虑,轧辊的轴向尺寸总大于轧制品截面宽度,所以,要防止两对轧辊交错而过时发生碰撞。为此,轧辊中心轨迹曲线mm除要有适应的形状外,还应有足够的开口度h,使轧辊在空行程中能让出足够的空间,保证与轧制行程中的轧辊不发生“拦路”相撞的情况。在轧制过程中,轧件要受到向后的推力,为使推力尽量小些,以减轻送料辊的载荷,故要求轧辊与轧件接触时咬入角尽量小些。
1.2 原始数据和设计要求
根据轧制工艺,并考虑减轻设备的载荷,对轧辊中心点M的轨迹可提出如下基本要求:
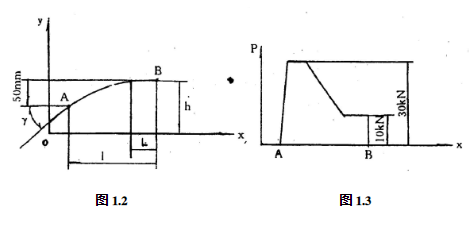
1) 轧辊中心点M的轨迹在AB段要求满足图5.2的曲线,开口度h大于140mm,咬入角y约为25°,坯料的单边最大压下量约为50mm,从咬入到平整段结束的长度l 约
270mm,平整阶段长度L约为100mm.。
2) 轧制过程中所受的生产阻力如图5.3所示,工作辊重15kg。 3) 实现轧制钢1500mm/min的生产效率。
4) 为调整制造误差引起的轨迹变化或更换轧辊后要求开口度有稍许变化,所选机构应能便于调节轧辊中心的轨迹。
5)要求在一个轧制周期中,轧辊的轧制时间尽可能长些,行程速度比系数K=1.2,机器运动不均匀系数不超过0.05;
6)力源为三相380伏交流电,电机转速n=1450~1500rpm。
1.3 设计任务
1) 轧辊机构运动方案设计,并以1张2号图纸表述设计的机构简图、机构传动系统图及运动循环图。
2)轧辊机构的运动分析与力的分析(解析法),并提供如下结果:
轧辊中心M运动位移、速度和加速度曲线;原动件平衡力矩曲线,机架总反力曲线,等效驱动力矩和阻力矩曲线,等效转动惯量和飞轮转动惯量;电机型号(功率、额定同步转速)。




