挤压机的主要部件
挤压机是轻合金(铝合金、铜合金和镁合金)管、棒、型材生产的主要设备。它的产生和发展不过是一个多世纪的时间,却发生了巨大的变化。从几兆牛手动的水压机,发展成为两百兆牛全自动的油压机。挤压机的种类也大大增加。挤压机的能力、数量反映了一个企业的生产技术水平。一个国家拥有挤压机的能力、数量、生产能力和装备水平,反映了一个国家的工业发展水平。那么挤压机的主要部件大家了解多少呢?下面小编为大家简单介绍一下。
挤压机主要由三大部分组成:机械部分、液压部分和电气部分。
机械部分由底座、预应力框架式张力柱、前横梁、活动横梁、X型导向的挤压筒座、挤压轴、供锭机构、残料分离剪、滑动模座等组成。
液压系统主要由主缸、侧缸、锁紧缸、穿孔缸、大容量轴向柱塞变量泵、电液比伺服阀(或电液比例调节阀)、位置传感器、油管、油箱及各种液压开关组成。
电气部分主要供电柜、操作台、PLC可编程序控制器、上位工业控制机和显示屏幕等组成。
扩展资料:
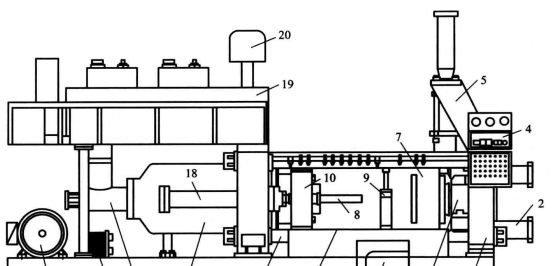
供料机构:
挤压机的供料部件,有两种形式,水平型和垂直型,它们都配有一个料斗,用来接收和暂存待挤压的原料,并将其运送至螺杆。为了确保原料能有畅流的运动和避免产生“结拱”,料斗内配装搅拌机,或者采用宽大的出料口,这样,将有助于该机构保持不间断的均匀供料工况。供料机构保持均匀供料极为重要。因为,要保证挤压机具有恰当的功能作用,以及为了保证挤压料质量具有均质的品况,不间断的均匀供料是挤压机正常工作必不可少的前提条件。
螺杆:
通常可以这样讲,螺杆是挤压机最重要的部件,它不仅决定挤压机的熟化和糊化功能强度,而且还决定最终成品的质量。不同的螺杆,有不同的挤压功能。螺杆的挤压功能,决定于螺杆的设计参数。螺杆的各种设计参数。
螺纹节距,是两个相邻螺纹轮廓上对应点之间的距离;螺纹旋转1周,螺纹线在轴向上推进的距离,以螺纹节距计量的倍数,称为顺向螺槽数,或称为螺纹头数。单头螺纹的螺杆,螺距等于螺纹节距;双头螺纹的螺杆,螺距等于两倍螺纹节距;三头螺纹的螺杆,螺距等于三倍螺纹节距。多头螺纹的螺杆,能增大运送能力和粘性流。在螺杆连续地混合和运送物料的过程中,螺杆产生机械摩擦作用和热量,从而物料将产生融化。
螺套:
围包在螺杆外面的螺套,可制成整体结构,但通常配装夹套,藉以用作蒸气或过热油的循环加热,或用作循环水冷却,其目的是使挤压机能准确地调节各工作区段的温度。大多数的螺套,都配装压力传感器和温度传感器,并配装温度控制装置。螺套内表面通常制成凹槽形状,有的是直线型凹槽,有的是螺线型凹槽。螺线型凹槽,产生助推的顺流,而直线型凹槽,则阻碍顺流。因而,直线型凹槽会导致较低的流速,但其机械剪切作用则更大。螺杆与其螺套之间的间隙距离,通常保持在最小程度,藉以减少渗漏流。
模头:
在螺套的终端,通常配装具有各种形状孔眼的模压盘,一般被称之谓模头。模头具有双重功能:将挤压料模压成所要求的形状;用作为阻流器,以增大挤压机熟化作用区段内的压力。确定模头孔眼的几何形状,对于挤压产品外形及质量有很重要的作用。已开发应用多种孔眼形式的单程模压模头,例如圆筒形孔眼模头,狭槽形孔眼模头,环状形孔眼模头,以及双程模压模头。在双程模压模头内的进料,来自两台挤压机单程模压的出料口,可加工成具有双重颜色或双重味道的挤压制品。




