3d打印模具制作方法【干货技巧】
3D 打印,又称增材制造技术,是一种以三维CAD 模型文件为基础,应用粉状、丝状或片状等材料,通过“分层制造、逐层叠加”的方式来构造三维物体的技术。目前应用比较广泛的3 D 打印成型工艺主要有: 选择性激光烧结(Selective Laser Sintering,SLS)、选择性激光熔化(SelectiveLaser Melting,SLM)、直接金属激光烧结(Direct Metal LaserS i n t e r i n g , D M L S ) 、立体光固化成型( S t e re o L i t h o g r a p h y Apparatus,SLA)、熔融沉积成型(Fused Deposition Modeling,FDM)、分层物体制造(LaminatedObject Manufacturing,LOM)等,不同类型的工艺在不同的领域有着应用的优势。
1、3D 打印技术在模具行业中的应用,主要分为三个方面:
(1)直接制作手板。上述几种3D 打印工艺都能制作手板,只是制作出来的手板的精度、强度和表面质量有区别,这也是目前3D 打印技术最常见的应用方式;
(2)间接制造模具。即利用3D 打印的原型件,通过不同的工艺方法翻制模具,如硅橡胶模具、石膏模具、环氧树脂模具、砂型模具等;
(3)直接制造模具。即利用SLS、DMLS、SLM 等3D 打印工艺直接制造软质模具或硬质模具。
2、3D 打印在模具制造中的应用
2.1 3D 打印技术的优越性
(1)3D 打印技术在生产过程中能实现生产材料“零”浪费。3D 打印技术的生产过程是根据零件的三维设计进行逐层打印,与传统的“减材”加工相比,实现了生产材料的“零”浪费。
(2)利用3D 打印技术可以加快产品的研发进度。3D 打印技术改变了设计者的思维方式,他们会根据零件承重、受力部位的不同进行思考。
(3)利用3D 打印技术可以大大缩短生产周期。3D 打印技术从设计到生产,省去了传统加工过程中工艺设计与求证的过程,缩短了生产周期,并能根据市场需求,及时调整生产批量。
(4)利用3D 打印技术可以大量减少设计、生产过程中的人力资源。
(5) 利用3D打印技术可以制造具有特殊结构的模具,如随形冷却模具,这是传统制造方法难以实现的,也是3D 打印技术在模具行业应用中的一大亮点。随形冷却模具具有诸多优势,可以提高模具的冷却效率,使得制品冷却趋于均匀化,提高了产品质量和生产效率。
2.2 传统的模具制造过程传统的模具制造过程是,在接单后还需对接单项目进行评审,评审过关后制定生产进度表,然后进行3D软件修正、模流分析、分型线及进料点确定,最后反馈给客户定稿,客户满意后才能确定制造用的零件图,才可以准备加工流程。其加工流程如图1 所示。
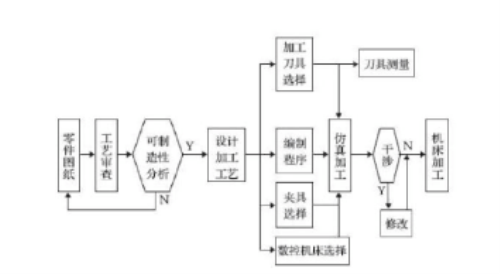
图 1 传统的模具制造过程
从图1 可见,采用传统的模具制造过程加工出一个合格的模具所需要的人力、物力较多,生产周期较长。
2.3 利用3D 打印技术的模具制造流程利用3D 打印技术直接制造模具的流程如图2 所示(以SLM 工艺为例),可分为成型前准备、SLM 成型和成型后处理三个阶段。成型前准备包括模具模型的3D 建模、STL 格式转化、添加支撑结构、确定工艺参数、进行分层切片等数据处理;SLM成型阶段属于自动化加工,人工干预较少,只需对SLM 设备的工作状况进行监控,保证设备的正常运行即可;成型后处理包括取件、清粉、喷砂、表面打磨、抛光以及其他加工等。下面具体讲述利用SLM 工艺制造模具的过程。
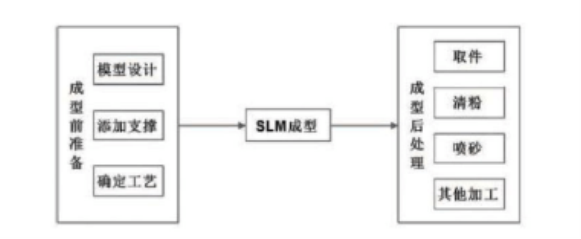
图 2 利用 3D 打印技术(以 SLM 工艺为例)直接制造模具的流程图
2.3.1 成型前处理
(1)模型设计
模型设计是模具制造的第一步,直接决定了模具的外形特征,例如随形冷却注塑模具,设计时不仅需要考虑冷却的效果,还需要考虑加工工艺的限制及采用的模具组合方式等因素。冷却的效果要兼顾冷却效率和冷却的质量两个方面,需要优化冷却通道的排布和结构特征,冷却通道的设计原则和方法等。加工工艺限制主要是针对SLM 工艺的成型特性,在设计时对某些特征的处理,以保证模具在成型制造时不会导致特征丢失,例如,微小特征、悬空结构等。随形冷却注塑模具比较经济和实用的模具组合方式是镶嵌式。
(2)添加支撑
添加支撑的目的主要有两方面,一是为了将成型工件固定在基板上,这是由于在模具成型的过程中,由于铺粉时需要将粉料均匀紧密地平铺在基板上,铺粉时存在一定的剪切力,若成型零件在基板上未固定或固定不足,轻微的移位会导致加工完成的工件错层,严重时工件有可能卡住铺粉装置,损坏设备。因此,需要足够的支撑将成型工件固定。二是为了防止特定结构打印时的特征丢失,这主要是针对倾角较大的结构。添加支撑是成型前处理的重要工作,对工件的成型质量有着重要影响。不同加工设备的支撑有所区别,主要分为两类,一类是交错的网状结构,主要应用于底面平直部分较大的工件支撑;另一类是片状的支撑,应用于圆柱面等非平直曲面的支撑。最小的支撑高度,即最低成型面到基板平面的距离,过高则造成工件的总成型高度过大,所需的铺粉粉料用量变大;过低则会造成取件困难,综合考虑,一般选择3‐5mm。
(3)确定工艺参数
工艺参数直接决定了成型工件的质量。工艺参数包括铺粉厚度、激光扫描速度、扫描方式、工件摆放的空间位置等。
2.3.2 成型后处理
(1)取件
3D 打印成型完毕后,打印工件淹没在粉料里,取件时先将熔结产生的废料清除,防止废料污染粉料;然后将工作台上升,在加工仓内进行初步的清粉,使用毛刷将未烧结的、依附在工件表面的粉料清扫入粉料回收缸,以备循环使用,最后将工件和基板一并取出。
(2)去除支撑
取件后,需将工件与基板分离,通常采用线切割、锯等方式。线切割分离时间较长,多用于支撑较多,支撑连接处具有薄壁特征的工件分离,因为该分离方式较为柔和,不会造成工件变形。当工件较小、支撑较少,或支撑连接处为实心结构时,为节省分离时间,也可以采用凿子直接将工件取下。
(3)清粉
该清粉主要针对模具的冷却通道部分,可以采用毛刷直接清粉,也可以使用吸尘器或吹风机等辅助设备去除滞留在冷却管道内部的粉料。冷却通道的结构对清粉难度有一定的影
响,例如直径、通道曲率半径等。图 2 利用 3D 打印技术(以 SLM 工艺为例)直接制造模具的流程图。
(4)喷砂
喷砂是采用压缩空气为动力,以形成高速喷射束将喷料(铜矿砂、石英砂、金刚砂、铁砂、海南砂等)高速喷射到需要处理的工件表面,使工件的外表或形状发生变化,获得一定的性能。对于SLM 工艺成型的工件,喷砂主要有以下两个目的:
1)喷砂能清理粘连在工件表面的粉料,提高工件的光洁度和精度。工件表面在成型时会粘连少量未完全烧结的粉料,连接强度虽然较低但清粉时难以去除,因此采用喷砂处理。
2)消除热应力,提高工件的机械性能。粉料在烧结的过程中,热应力积累,成型的工件内应力大,为防止使用过程产生变形或开裂,采用喷砂处理将其消除。
3)其它加工
SLM 工艺的技术优势在于成型内部具有复杂、非规则结构的工件。注塑模具内部具有冷却通道,外部具有各种结构类型,如凸台、凹孔等。




