千分尺操作规程【使用方法】
以下为千分尺操作规程、步骤和使用方法:
适用范围:
可适用于测量产品的外尺寸(长度、宽度、厚度)等,量程范围在0~25mm之间。
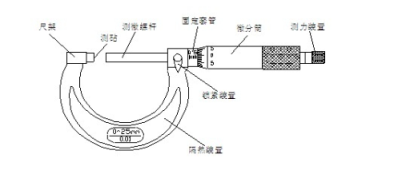
千分尺结构图:
使用方法及读数:
(1)使用方法
A清洁千分尺的尺身和测砧。
B然后将千分尺校对零线。
C将被测件放到两工作面之间,调微分筒,使工作面快接触到被测件后,调测力装置,直到听到三声“咔、咔、咔”时停止。
(2)读数方法
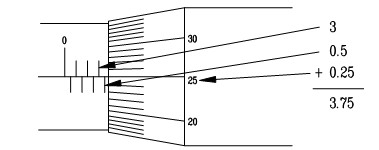
被测值的整数部分要在主刻度上读(以微分筒(辅刻度)端面所处在主刻度的上刻线位置来确定),小数部分在微分筒和固定套管(主刻度)的下刻线上读。(当下刻线出现时,小数值=0.5+ 微分筒上读数,当下刻线未出现时,小数值=微分筒上读数。
则整个被测值=整数值+小数值:A.0.5+微分筒数(下刻线出现)B.微分筒上读数(下刻线未出现)如下图所示:读套筒上侧刻度为3,下度在3之后,也就是说3+0.5=3.5,然后读套管刻度与25对齐,就是25×0.01=0.25,全部加起来就是3.75。
使用注意事项:
①测量时,注意要在测微螺杆快靠近被测物体时应停止使用旋钮,而改用微调旋钮,避免产生过大的压力,既可使测量结果精确,又能保护螺旋测微器。②在读数时,要注意固定刻度尺上表示半毫米的刻线是否已经露出。
③读数时,千分位有一位估读数字,不能随便扔掉,即使固定刻度的零点正好与可动刻度的某一刻度线对齐,千分位上也应读取为“0”。
④当小砧和测微螺杆并拢时,可动刻度的零点与固定刻度的零点不相重合,将出现零误差,应加以修正,即在最后测长度的读数上去掉零误差的数值。
使用保养:
1. 检查零位线是否准确;
2. 测量时需把工件被测量面擦干净;
3. 工件较大时应放在V型铁或平板上测量;
4. 测量前将测量杆和砧座擦干净;
5. 拧活动套筒时需用棘轮装置;
6. 不要拧松后盖,以免造成零位线改变;
7. 不要在固定套筒和活动套筒间加入普通机油;
8. 用后擦净上油,放入专用盒内,置于干燥处。
扩展资料:
千分尺原理:
螺旋测微器是依据螺旋放大的原理制成的,即螺杆在螺母中旋转一周,螺杆便沿着旋转轴线方向前进或后退一个螺距的距离。因此,沿轴线方向移动的微小距离,就能用圆周上的读数表示出来。螺旋测微器的精密螺纹的螺距是0.5mm,可动刻度有50个等分刻度,可动刻度旋转一周,测微螺杆可前进或后退0.5mm,因此旋转每个小分度,相当于测微螺杆前进或推后0.5/50=0.01mm。可见,可动刻度每一小分度表示0.01mm,所以螺旋测微器可准确到0.01mm。由于还能再估读一位,可读到毫米的千分位,故又名千分尺。
测量时,当测砧和测微螺杆并拢时,可动刻度的零点若恰好与固定刻度的零点重合,旋出测微螺杆,并使测砧和测微螺杆的面正好接触待测长度的两端,注意不可用力旋转否则测量不准确,马上接触到测量面时慢慢旋转左右面的棘轮转柄直至传声咔咔的响声,那么测微螺杆向右移动的距离就是所测的长度。这个距离的整毫米数由固定刻度上读出,小数部分则由可动刻度读出。
螺旋测微器的结构:
G制动栓(为3右圆豆);1尺架; 2测砧; 3测微螺杆; 4固定刻度; 5.6可动刻度; K微分套筒(黑色块状); 8棘轮转柄。




