高功率激光切割工艺难点及解决方法
高功率激光切割工艺难点及解决方法
凭着切割幅面大、切割速度快、可切更厚板材等无可比拟的优势,高功率激光切割获得了市场的广泛认可。但由于高功率切割技术尚处于普及的初级阶段,部分操作人员对高功率激光切割的技巧掌握不是很熟练。
以下一系列高功率激光切割不良的解决办法,供所有行业同仁们参考。
发现切割效果不良,应首先排查以下原因:
1、激光头内所有镜片没有污染,均为洁净;
2、水箱水温正常,激光器无结露现象;
3、切割气体纯度优,气路流畅,没有漏气现象。
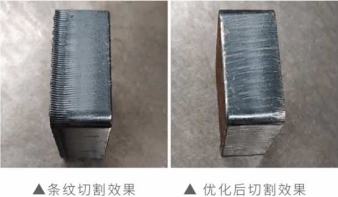
问题一:切割带条纹
可能原因:
1、喷嘴选型不对,喷嘴过大;
2、气压设置不对,设置气压过大导致过烧有条纹;
3、切割速度不对,切割速度过慢或过快也会引起充分过烧。
解决办法:
1、更换喷嘴,更换直径小的喷嘴,例如16mm碳钢亮面切割,可选择高速喷嘴D1.4mm;20mm碳钢亮面可选择高速碰嘴D1.6mm;
2、减小切割气压,提高端面切割质量;
3、调整切割速度,功率与切割速度匹配合适,才能达到如下右图效果。
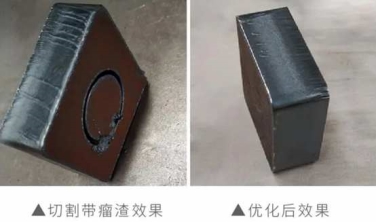
问题二:底部有瘤渣
可能原因:
1、喷嘴选用过小,切割焦点不匹配;
2、气压过小或过大,切割速度过快;
3、板材材质差,板材质量不好,小喷嘴很难去除瘤渣。
解决办法:
1、更换大口径喷嘴,调整正焦焦点到合适位置;
2、增加或减小气压、直至气流量适当;
3、选用好的板材。
问题三:底部有毛刺
可能原因:
1、喷嘴口径偏小,无法满足加工要求;
2、负离焦不匹配,应该加大负离焦,调整适当位置
3、气压压力偏小,导致底部有毛刺,无法充分切割。
解决办法:
1、选用大口径喷嘴,可以增加气流量;
2、增加负离焦,使切割断面到达底部位置;
3、增大气压,可以减少底部毛刺。



热门文章

推荐
热门标签
关注我们

扫码关注我们
了解更多相关信息
服务机械行业22年 - 专业权威积淀,品牌优势传承