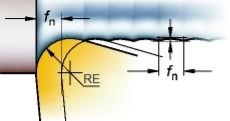
刀尖圆弧半径补偿及过切的原因分析
刀尖圆弧半径补偿及过切的原因分析
刀尖圆弧半径补偿可采用三种方法:1.电脑编程2. 计算刀尖圆弧的圆心坐标3. 采用刀补指令G41G42
其中电脑编程最简单,通过相关参数的设置即可,也可生成为考虑刀补和机床设置刀补的两种G代码程序。第二种方法对于单一的轮廓比较简单,出现问题的主要集中在第三种方法,过切原因主要有两点:
1. 在定位时不能中途改变刀补指令,且进退刀点程序的位置要正确,不宜早不宜晚!比如说加工外圆在定位时刀具和工件的位置应该为G41,但是加工的起刀程序段变为G42,简单说就是在前置刀架时建立刀补的程序段应该是从内往外,这个要特别注意!

2. 复合循环指令内不执行刀补,如G71的循环体内是不执行刀补的,在精加工时是可以的!以上就是在加工时的一些需要注意的地方。



热门文章

推荐
热门标签
关注我们

扫码关注我们
了解更多相关信息
服务机械行业22年 - 专业权威积淀,品牌优势传承