如何理解G76指令中螺纹的倒角量
昨天有一个网友问我两个问题,一个是关于普通外圆倒角,另外一个是关于螺纹加工指令G76中螺纹的倒角,因时间原因,今天通过这篇文章来进行简单回答交流一下!
首先,咱们一起来看第一个问题关于倒角的问题。最简单的方法就是采用G41或G42先进行刀尖半径补偿,然后你再直接按照图纸编写即可。也可以精确计算出刀尖圆弧的圆心坐标运动轨迹,在对刀时就要考虑刀尖圆弧圆心的对刀方式,比如Z对刀时,当刀具碰到工件右端面时应该输入Z0.4,而不是Z0,同样X方向对刀时应该应该加上两倍的刀尖半径,原则之一最终确保刀尖圆心的位置。那么在加工这个圆角时,主要参考程序即为G0X5Z0.4;G3X6.8Z-0.9R0.9,请大家重点思考一下程序中相关参数数是如何得出的。同理,凹圆弧也是这种思路。
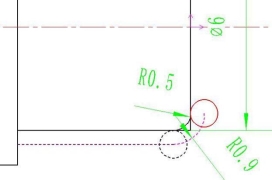 倒角走刀轨迹
倒角走刀轨迹
其次,我们在一起交流一下G76中关于螺纹倒角的问题,螺纹退尾长度(倒角量)00~99,单位为0.1×L,其中L为螺纹螺距,也可以理解为0.0L~9.9L。从提问者的问题中可知,他认为如果导程为3,倒角量假设为0.3,在编程时应该为P020360,他认为倒角量应为0.1*3=0.3,这样理解是不对的,具体要看相应的系统。另外,他程序中的刀尖角度不是06,而是60。
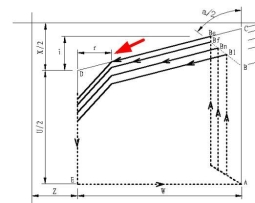 G76走刀轨迹
G76走刀轨迹
例如:精加工重复次数为两次即m=02,螺纹的倒角量(倒角宽度r)为1.1*L,刀尖角度为60°,那么编程的格式应为G76021160,这时的倒角量R=1.1mm,假设导程为1。另外,有的系统就是倒角量R值移动了多少mm,只是单位为0.1mm而已,如G76020560,这时倒角量R=05*0.1=0.5mm,不是移动了5mm,而是0.5mm!这就跟导程没关系!这两者要看具体系统是如何定义的!
数控加工
好了,说到这里,不知你是否理解了!如果有不当之处,欢迎交流讨论!




