数控机床智能化升级改造方法及步骤
数控机床是制造业应用最广泛、数量最多的机械设备,对广大工业企业的生产与发展起到了极其重要的作用。在当前倡导“工业 4.0”与“中国制造 2025”战略的背景下,智能化制造已成为制造业发展的方向,而传统的数控机床已无法满足现代企业智能化生产的需要。因此,推动智能化技术改造尤为重要,对传统的数控机床进行智能化升级改造已成为一项十分重要的工作。近年来,以工业机器人为代表的关键技术装备发迅速,为深入推进智能化升级奠定了一定的基础。探讨将工业机器人与数控机床相结合,运用自动测量技术和刀具自动检测技术,组成智能制造单元,实现数控机床的智能化升级。
1、 智能制造单元整体结构设计
选用的数控机床为湖南三一工业职业技术学院现有的一台KVC650 立式加工中心。机器人采用现有的一台 ABB 工业机器人,完成工件的上料、下料及搬运工作。增加自动测量系统对工件进行自动检测,配置自动刀具检测系统,构造成一个基本的智能制造单元,实现整个加工过程的智能化。所有控制流程由数控机床通过编程来实现。
1.1 智能制造单元设备组成
设备平面布置如图 1 所示。
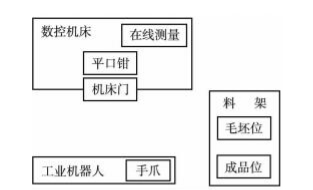
图 1 设备平面布置
1.2 主要设备及装置介绍
1.2.1 KVC650 立式加工中心
KVC650 型加工中心是三轴控制数控机床,可控制 X、Y、Z三轴联动进行直线插补、圆弧插补。该机床配备有自动换刀装置,刀库容量为 10 把刀具。可自动连续地进行钻、铣、镗、攻丝加工和轮廓的粗、精加工。该机床选配 FANUC 0iMB 数控系统。主要规格参数如下:
(1)工作台纵向行程:650 mm。
(2)工作台横向行程:450 mm。
(3)主轴箱垂直行程:500 mm。
(4)主轴转速范围:60~6000 r/min。
(5)主轴锥孔:BT40。
(6)进给速度(X,Y,Z):5~8000 mm/min。
(7)快速移动速度(X,Y,Z):10 000 mm/min。
1.2.2 ABB 工业机器人
采用的工业机器人型号为 IRB1600,主要技术参数为:
(1)承重能力:荷重 6 kg。
(2)工作范围:到达距离 1.2 m。
(3)位置重复精度:0.02 mm。
(4)关节数量:6。
1.2.3 气动精密平口钳
气动精密平口钳安装在加工中心工作台上,用于自动装夹待加工工件。
(1)规格:6 英寸。
(2)工作原理:气液增压。
(3)气源压力:0.7 MPa。
(4)最大夹紧力:5000 kg(可调)。
1.2.4 在线测量装置
在线测量装置的测头部分安装在刀库中,通过换刀实现测头的调用,通过数控机床编程进行测量,检测工件是否合格。
2 、智能制造单元工作过程
2.1 智能制造单元控制系统
控制系统框图如图 2 所示,CNC 数控装置作为智能制造单元的控制核心,所有控制指令由 CNC 控制系统发出,工业机器人协助完成工件的上、下料及搬运工作。自动测量装置分为两部分,测头和接收器,测头安装在刀柄上,由数控程序控制实现自动测量,接收器安装在机床本体上,接收来自测头的信号。气动平口钳完成工件的夹紧和松开,防护门由气缸驱动起安全防护作用。工件料架存放待加工毛坯和加工好的成品。
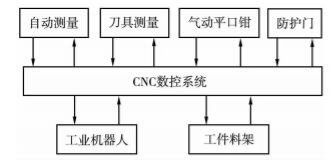
图 2 控制系统
2.2 智能制造单元工作流程
数控程序实现对整个加工过程的控制,按下循环启动按钮(或远程启动按钮),主程序运行,对系统进行初始化。机床各轴运行到指定位置,平口钳松开,防护门打开。同时判断料架是否有料,没有料发出缺料信号,如果有料,数控机床发出上料指令,机器人将毛坯从料架搬运到数控机床平口钳位置,平口钳夹紧上料完成。数控机床自动对刀,运行加工程序,加工完成运行测量程序,判断零件是否合格,如果不合格,发出不合格报警,合格则运行下料程序,判断加工零件数是否达到设置值,少于设置值,继续运行上料程序,加工下一个零件。如果零件加工数量达到设置值,程序结束,实现零件自动加工。工作流程如图 3 所示。
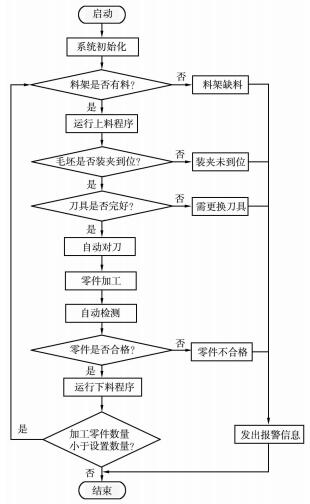
图3 智能制造单元工作流程
3 、程序介绍
数控机床需要设计的程序有自动上料和下料程序、防护门自动开关程序、精密气动平口钳程序及自动测量程序。机器人设计 4 个工作位置,机器人初始位置、机器人平口钳位置、机器人料架毛坯位置和机器人料架成品位置。机器人根据数控机床CNC 发出的指令,移动到相应的工作位置。每次装卸完工件,机器人回到初始位置。
通过对数控机床智能化升级的研究,将工业机器人与数控机床有机结合起来,使数控机床的智能化水平大幅提升。实现省工省力、提高效率、保证质量,满足智能制造的要求。通过进一步研究,还可以将这些技术扩展到工业生产中,具有非常广阔的发挥空间,为企业数控机床的智能化升级改造提供借鉴。




