车削加工的吃刀深度、主轴转速、切削速度三者的关系
数控车削加工时,切削用量包括:背吃刀量ap(即吃刀深度)、主轴转速n或切削速度v(恒线速度切削时用)、进给速度F或进给量f。选用这些参数时,应考虑机床给定的允许范围。
1.数控车床切削用量的选用原则
切削用量选择得是否合理,对于能否充分发挥机床的潜力与刀具切削性能,实现优质、高产、低成本和安全操作具有很重要的作用。切削条件的三要素,即切削速度、进给量和切削深度直接引起刀具的损伤。伴随着切削速度的提高,刀尖温度会上升,会产生机械的、化学的、热的磨损。切削速度提高20%,刀具寿命会减少1/2。进给条件与刀具后面磨损关系在极小的范围内产生。但进给量大,切削温度上升,后面磨损大。它比切削速度对刀具的影响小。切削深度对刀具的影响虽然没有切削速度和进给量那么大,但在微小切削深度切削时,被切削材料产生硬化层,同样会影响刀具的寿命。
切削用量先用的原则是:
(1) 粗车时,首先考虑选择尽可能大的背吃刀量ap,其次选择较大的进给量f,最后确定一个合理的切削速度υ,一般υ较低。增大背吃刀量可使走刀次数减少,提高切削效率,增大进给量有利于断屑。
(2) 精车时,主要考虑的是加工精度和表面粗糙度要求,加工余量不会很大而且比较均匀,选择精车的切削用量时,应着重考虑如何保证加工质量,并在此基础上提高生产效率。因此,精车时应选用较小的背吃刀量(但不能太小)和进给量,并选用性能高的刀具材料和合理的几何参数以尽可能提高切削速度。
2.数控车床切削用量的选用
(1)主轴转速或切削速度。
主轴转速的选择应根据零件上被加工部位的直径、被加工零件和刀具的材料及加工性质等条件所允许的切削速度来确定。切削速度一般可查表或计算得到,当然也有很多情况下,根据编程人员的经验来选取。需要注意的是车削螺纹时,车床的主轴转速将受到螺纹的螺距(或导程)大小、驱动电动机的升降频率特性及螺纹插补运算速度等多种因素影响,故对于不同的数控系统,推荐有不同的主轴转速选择范围。采用交流变频调速的数控车床低
速时,输出力矩较小,因而切削速度不能太低。主轴转速与切削速度的关系如下:
式中,n为主轴转速,r/min;为切削速度,m/min;d为被加工部位的直径。
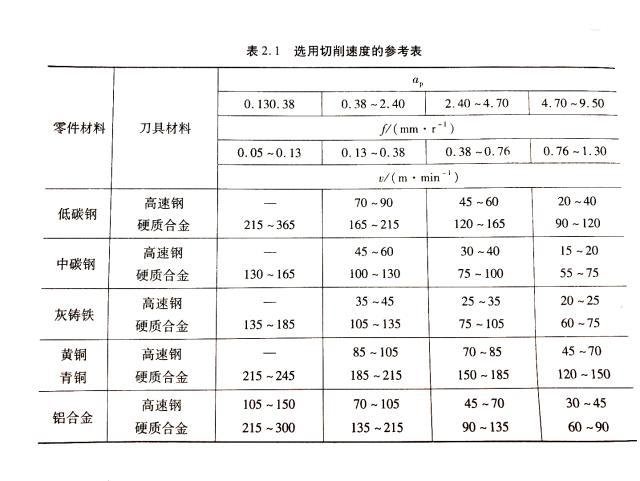
在选用切削速度时,可参考表2.1。
除了参考表2.1中数据外,还应考虑以下一些因素:
①件材料强度、硬度较高时,应选用较低的切削速度加工奥民体不锈钢、钛合金和高温合金等难加工材料时,只能取较低的切削速度。
②刀具材料的切削性能越好,切削速度也选得越高,如硬质合金钢的切削速度比高速钢刀具的切削速度可高好几倍,涂层刀具的切削速度比未涂层刀具的切削速度要高,陶瓷、金刚石和CBN刀具可采用更高的切削速度。
③精加工时,选用的切削速度应尽量避开积屑瘤和鳞刺产生的区域;断续切削时,为了减少冲击和热应力,宜适当降低切削速度。在易发生振动的情况下,切削速度应避开自激振动的临界速度;加工大型工件细长的和薄壁工件或带外皮的工件,应适当地降低切削速度。
(2)背吃刀量。
切削加工一般分为粗加工、半精加工和精加工。粗加工(表面粗糙度Ra值为50~12.5μm)时,在机床功率和刀具允许情况下,一次走刀应尽可能切除全部余量在中等功率机床上,背吃刀量可达8~10mm;半精加工(表面粗糙度Ra值为6.3~3.2μm时,背吃刀量取0.5~2mm;精加工(表面粗糙度Ra值为1.6~0.8um)时,背吃刀量取0.05~0.4mm。
(3)进给量f或进给速度F
粗加工时,工件表面质量要求不高,但切削力很大,合理进给量的大小主要受机床进给机构强度、刀具强度与刚性、工件装夹刚度等因素的限制。精加工时,合理进给量的大小则主要受工件加工精度和表面粗糙度的限制。生产实际中多采用查表法确定进给量,可查阅相关手册。




