冲裁凸模的强度计算
凸模在冲裁加工中,有时会发生凸模刃部折损和肩部破损等问题。这些问题大多是由于零件的技术数据不足,以及冲裁工具的材质和形状选择错误所引起的。为了减少这些问题,本文列出冲裁凸模的强度校核基准。
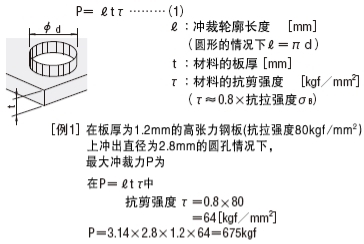
冲裁力P [kgf]
凸模刃部的破损,施加于刃部的应力σ[kgf/mm2]
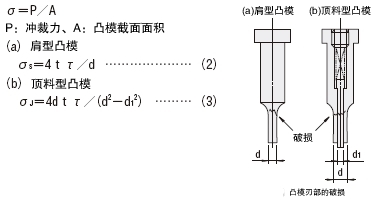
(a)肩型凸模则根据公式
σs=4×1.2×64/2.8=110kgf/mm2
(b)顶料型凸模则根据公式
σJ=4×2.8×1.2×64/(2.82-0.72)=117kgf/mm2
σs为110kgf/mm2时,凸模的刃部有可能发生破损
顶料型凸模也可以同样方法求得破损发生可能性,但由于其截面面积较小,使用时使施加于凸模的应力σ低于凸模材质的许用应 力则不会发生破损。
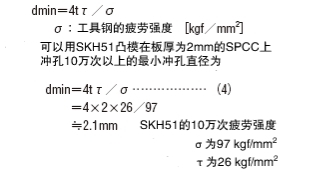
最小冲裁直径dmin
由纵弯曲引起的破损,纵弯曲负荷 P[kgf]
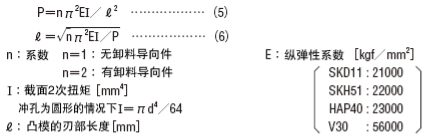
从该欧拉公式可以看出,若要提高纵弯曲强度P,使用卸料导向件,采用纵弹性系数较大的材质, 并将刃部的长度缩短后即可。
纵弯曲负荷P表示的是凸模受到纵弯曲负荷发生破损时的值,选定凸模时必须考虑安全系数为3~5。
冲小孔时,选择凸模时特别需要注意纵弯曲负荷和施加于凸模的应力。
凸缘部的破损
凸缘部的破损主要是由于冲裁加工时产生的弹性波造成的拉力(在穿通时,相当于冲裁负荷的拉力施加在凸模上)和应力集中所引起的。
1. 为了缓和应力集中,增大肩部过渡圆弧半径。(使用厚板冲裁用凸模)
2. 增大肩部的强度,使其超过凸模刃部的强度。
施加在凸模上的冲孔负荷P为P=πdtτ;
凸缘部的容许应力σw为
(a)肩型凸模的情况下
σw=Pα/At
=4Pα/πD2
(b)顶料型凸模的情况下
σwJ=4Pα/π(D2-M2)
求得冲裁条件与例1相同时
的凸缘部强度。
At:凸缘部的截面面积 [mm2]
(a)肩型凸模的情况下
At=πD2/4
(b)顶料型凸模的情况下
At=π(D2-M2)/4
D:杆部直径
α:应力集中系数
(a)肩型凸模的情况下α≈3
厚板冲孔用凸模α≈2
斜肩凸模α≈1.6
(b)顶料型凸模的情况下α≈5




