焊接机器人焊机电流电压匹配及行走速度调节
焊接机器人焊机电流电压匹配及行走速度调节
焊接是两种或两种以上的同种或异种材料通过原子或分子之间的结合和扩散而连接成一体的工艺过
程。焊接接头是采用焊接工艺形成的不可拆卸的连接接头。
它由焊缝、熔合区(线)、热影响区以及相邻近的母材组成。
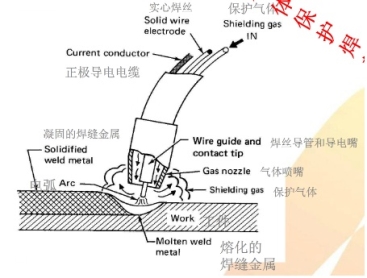
气保焊基础
采用电弧作为热源来熔化焊丝和母材金属并形成熔池与焊缝的焊接方法,融化后准却结晶最终达到母材熔合的目的。该焊接方
利用焊丝与工件间产生的电弧作热源将金属熔化法要外加保护气焊接方法。
影响焊接成型效果的主要因素
保护气体种类
焊接电流
焊接电压
焊接速度
干伸长度
焊枪角度
气体流量
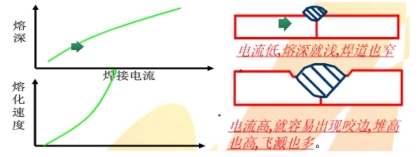
1、焊接电流
焊接电流控制的是焊接中的热输入,简单讲主要用于熔化焊丝和母材,电流的大小与焊接的熔深相关。
2、焊接电压
电压用来控制电弧的高度,即控制焊丝尖端到母材的高度。焊接电压影响着焊接电弧的稳定性、熔滴过渡形式、焊缝形状及飞溅量大小。电压越低,焊道越窄,飞溅越大;电压越高,焊道越宽。
3、焊接速度
也就是焊接机器人行走速度
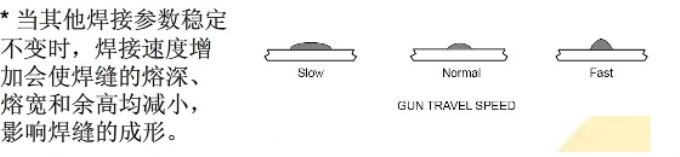
速度快,熔深浅,焊接不牢,电弧不稳定,焊接电弧声音很杂,也容易出现咬边,因为机器人行走速度太快,焊丝还没来得及熔,填满被熔化的边缘和熔池。
机器人行枪速度慢,熔得就深,板子薄的有可能会穿掉,熔池中液体的金属由于不断熔进来的焊丝而溢出熔池,流到未焊接的区域包括电弧的前面,
4、干伸长
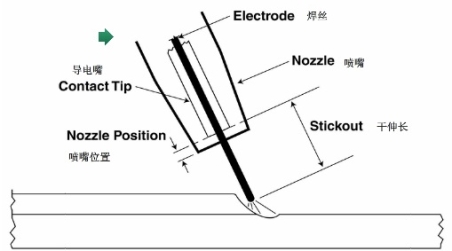
一般取导电嘴出来起10-15MM
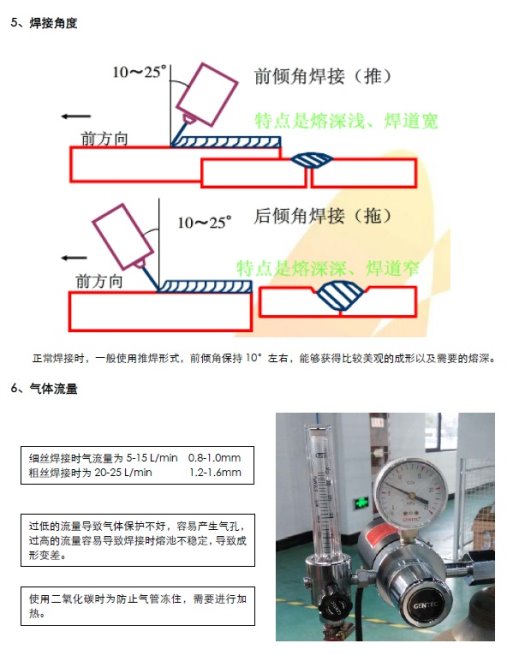
5、焊接角度
一般采用推枪45度焊接,成形效果比较好,气体保护效果也好
6、气体流量
一般按下检气铁球在10-15之间比较合适
7、混合气焊接成形比单一 的二氧化碳要好,飞溅少,表面亮
单一的氩气焊接表面非常漂亮但是熔深稍浅飞溅几乎没有



热门文章

推荐
热门标签
关注我们

扫码关注我们
了解更多相关信息
服务机械行业22年 - 专业权威积淀,品牌优势传承