电解法去毛刺优缺点
要知道机加工件或者是机械零件在加工制造过程中产生的毛刺,对零件的精度、使用、再加工定位、操作、安全和外观质量等许多方面都产生不良影响,同时,由于去毛刺要花费很多的时间和费用,也成为降低成本的最大障碍之一
今天和我们车间的老师傅坐在一起吃饭,借机会请教一番,整理了关于电解法去毛刺的优缺点,特来分享给大家!

电解去毛刺工艺已成功运用于喷油嘴内孔、液压阀体内孔、活塞套、轴承保持架等。
一:电解去毛刺的原理
电解去毛刺是利用电能、化学能,阳极溶解去毛刺的方法,零件与直流电源的正极相连,称为阳极,成形工具与直流电源的负极相连,称为阴极。两极之间保持一定的间隙,让循环电解液流动.当阳极和阴极浸入溶液并通入直流电后,随着阳极表面发生电化学反应,在零件的表面上,由于被溶解金属与电解液组成一层粘性液体。集中在零件表面低凹处,此粘性液体具有较高的电阻和较小的导电率。可以保护零件表面不腐蚀或少腐蚀,而毛刺突出于零件表面,在温度差和湿度差的影响下,液膜难于形成,故通电后电力线高度集中于去毛刺部位,最接近阴极的毛刺将以最快速度溶解,直到毛刺全部溶解并且边缘逐渐形成圆角,达到去毛刺的目的。
其原理见图1。
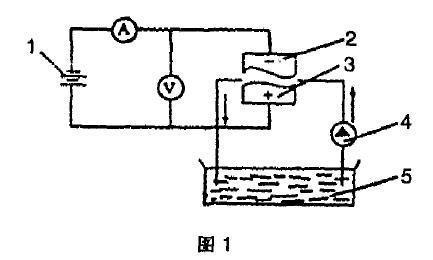
1.直流电源2.工具阴极3.工件阳极
4.电解液泵5.电解液
二:需要涉及到的设备及工具
电解去毛刺。使用电解去毛刺机床。生产批量不大时。可用整流器将交流电变成直流电而制成简单设备。根据零件设计专用夹具(工具阴极),设计成与零件相似形状,用黄铜或紫铜等良好导电材料制成,不加工的部位涂环氧树脂进行隔离保护,常用的电解液有NaC1溶液、NaNO 溶液、NaNO3溶液等。
三:电解去毛刺的优缺点如何?
电解去毛刺的质量高,效果稳定,生产效率高,缺点是在工作过程中产生有害气
体.电解液对周围的机械设备有一定的腐蚀作用。

四:适用的非标零部件范围
适用于有色、黑色金属零件,特别适于复杂形状零件及用机械、手工方法难以去除的内孔、交叉子L、内表面毛刺。并且,能去除特硬零件(如钼、镍、钛、淬火零件)上的毛刺。不适于加工非金属零件。
五:电解去毛刺工艺需知
使用电解去毛刺.首先要正确设计、制作阴极工具。然后正确选择电解液,并确定电解电流、电解液温度及加工时间。




