无心磨床导轮角度【详解】
无心磨床导轮角度【详解】
在磨削加工中,要力求提高加工精度,特别是几何形状精度,前提是要正确设定切入进给深度,且充分抑制切入进给深度的变化。
在无心磨削中,切入进给深度的变化取决于导轮外圆周围与工件被加工基准面上切点的回转跳动。此回转跳动是由导轮轴本身的回转跳动和导轮成形误差所引起的。因此,为了实现高精度无心磨削,必须提高导轮轴的回转精度和导轮的成形精度。
无心磨床导轮角度
无心磨床导轮角度介绍
为了使工件能自动纵向进给(自动通过),导轮轴线在垂直平面内相对于砂轮轴线必须倾斜一个角度——垂直角。由于导轮在垂直平面内回转了垂直角,使导轮与工件由原来线接触变成了点接触,为了使导轮和工件之间仍能保持线接触,因此必须将导轮由圆柱体表面修整成锥双曲面旋转体,才能达到目的,为此,就要使修整器在水平面内回转一个角度——水平角。
由于工件中心高于(导轮和砂轮)中心连线,而使得工件与导轮的接触线比(导轮和砂轮)中心连线高出一个距离,使工件与导轮的接触情况又改变了,为了能在无心磨床磨削过程中保持工件和导轮的良好接触,除了将修整器在水平面内回转一个水平角之外,还须将金钢石偏移一个距离——金钢石的位移量,使金钢石接触导轮的位置相当于工件和导轮的接触处。
无心磨床导轮角度秘决
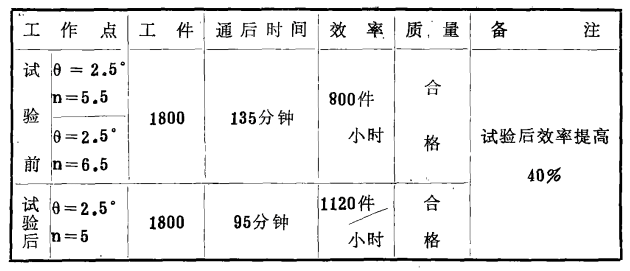
在无心磨床上通磨光杆,加工余量多丝,通磨两次,批量大,任务重。优选合适的导轮角度与转速,以一次通磨代替两次通磨,目的是在保证一定质量的前提下,力求提高效率。
根据我们的经验,优选范围确定为:导轮角度:1.5°、2°、2.5°、3°;导轮转速n:2、2.5、3、3.5、4、4.5、5、5.5、6。
效果比较:



热门文章

推荐
热门标签
关注我们

扫码关注我们
了解更多相关信息
服务机械行业22年 - 专业权威积淀,品牌优势传承