ABB机器人程序指令全集【大全】
以下为ABB机器人程序指令全集,随小编一起来看看吧。
一 、指令格式
二 、指令及其参数
Data := Value
AccSet Acc Ramp
ActUnit MecUnit
Add Name AddValue
Break
CallBy Var Name Number
Clear Name
ClkReset Clock
ClkStart Clock
ClkStop Clock
Close IODevice
! Comment
ConfJ [\On] | [\Off]
ConfL [\On] | [\Off]
CONNECT Interrupt WITH Trap routine
CorrCon Descr
CorrDiscon Descr
CorrWrite Descr Data
CorrClear
DeactUnit MecUnit
Decr Name
EOffsSet EaxOffsErrWrite [ \W ] Header Reason
[ \RL2] [ \RL3] [ \RL4]
Exit
ExitCycle
FOR Loop counter FROM Start value TO End value
[STEP Step value] DO ... ENDFOR
GOTO Label
GripLoad Load
IDelete Interrupt
IF Condition ...
IF Condition THEN ...
{ELSEIF Condition THEN ...}
[ELSE ...]
ENDIF
Incr Name
IndAMove MecUnit Axis [ \ToAbsPos ] | [ \ToAbsNum ] Speed[ \Ramp ]
IndCMove MecUnit Axis Speed [ \Ramp ]
IndDMove MecUnit Axis Delta Speed [ \Ramp ]
IndReset MecUnit Axis [ \RefPos ] | [ \RefNum ] | [ \Short ] | [ \Fwd ] |[ \Bwd ] | [ \Old ]
IndRMove MecUnit Axis [ \ToRelPos ] | [ \ToRelNum ] | [ \Short ] |[ \Fwd ] | [ \Bwd ] Speed [ \Ramp ]
InvertDO Signal
IODisable UnitName MaxTime
IOEnable UnitName MaxTime
ISignalDI [ \Single ] Signal TriggValue Interrupt
ISignalDO [ \Single ] Signal TriggValue Interrupt
ISleep InterruptITimer [ \Single ] Time Interrupt
IVarValue VarNo Value, Interrupt
IWatch Interrupt
Label:
MoveAbsJ [ \Conc ] ToJointPos Speed [ \V ] | [ \T ] Zone [ \Z]Tool
[\WObj ]
MoveC [ \Conc ] CirPoint ToPoint Speed [ \V ] | [ \T ] Zone [ \Z]Tool [
\WObj ]
MoveJ [ \Conc ] ToPoint Speed [ \V ] | [ \T ] Zone [ \Z ] Tool[ \WObj ]
MoveL [ \Conc ] ToPoint Speed [ \V ] | [ \T ] Zone [ \Z ] Tool[ \WObj ]
Open Object [\File] IODevice [\Read] | [\Write] | [\Append] | [\Bin]
PathResol Value
PDispOn [ \Rot ] [ \ExeP ] ProgPoint Tool [ \WObj ]
PDispSet DispFrame
PulseDO [ \PLength ] Signal
RAISE [ Error no ]
Reset Signal
RETURN [ Return value ]
Rewind IODevice
SearchC [ \Stop ] | [ \PStop ] | [ \Sup ] Signal SearchPoint CirPoint
ToPoint Speed [ \V ] | [ \T ] Tool [ \WObj ]
SearchL [ \Stop ] | [ \PStop ] | [ \Sup ] Signal SearchPoint ToPoint
Speed [ \V ] | [ \T ] Tool [ \WObj ]
Set Signal
SetAO Signal ValueSetDO [ \SDelay ] Signal Value
SetGO Signal Value
SingArea [ \Wrist] | [ \Arm] | [ \Off]
SoftAct Axis Softness [\Ramp ]
Stop [ \NoRegain ]
TEST Test data {CASE Test value {, Test value} : ...}
[ DEFAULT: ...] ENDTEST
TPReadFK Answer String FK1 FK2 FK3 FK4 FK5 [\MaxTime]
[\DIBreak] [\BreakFlag]
TPReadNum Answer String [\MaxTime] [\DIBreak] [\BreakFlag]
TPShow Window
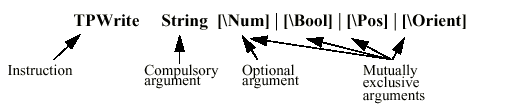
TPWrite String [\Num] | [\Bool] | [\Pos] | [\Orient]
TriggC CirPoint ToPoint Speed [ \T ] Trigg_1 [ \T2 ] [ \T3 ][ \T4]
Zone Tool [ \WObj ]
TriggInt TriggData Distance [ \Start ] | [ \Time ] Interrupt
TriggIO TriggData Distance [ \Start ] | [ \Time ] [ \DOp ] | [ \GOp ]
|[\AOp ] SetValue [ \DODelay ] | [ \AORamp ]
TriggJ ToPoint Speed [ \T ] Trigg_1 [ \T2 ] [ \T3] [ \T4]Zone Tool [ \WObj]
TriggL ToPoint Speed [ \T ] Trigg_1 [ \T2] [ \T3] [ \T4]Zone Tool[ \WObj ]
TuneServo MecUnit Axis TuneValue
TuneServo MecUnit Axis TuneValue [\Type]
UnLoad FilePath [\File]
VelSet Override Max
WaitDI Signal Value [\MaxTime] [\TimeFlag]
WaitDO Signal Value [\MaxTime] [\TimeFlag]
WaitTime [\InPos] TimeWaitUntil [\InPos] Cond [\MaxTime] [\TimeFlag]
WHILE Condition DO ... ENDWHILE
Write IODevice String [\Num] | [\Bool] | [\Pos] | [\Orient][\NoNewLine]
WriteBin IODevice Buffer NChar
WriteStrBin IODevice Str
WZBoxDef [\Inside] | [\Outside] Shape LowPoint HighPoint
WZCylDef [\Inside] | [\Outside] Shape CentrePoint Radius
WZDisable WorldZone
WZDOSet [\Temp] | [\Stat] WorldZone [\Inside] | [\Before]
Signal SetValue
WZEnable WorldZone
WZFree WorldZone
WZLimSup [\Temp] | [\Stat] WorldZone Shape
WZSphDef [\Inside] | [\Outside] Shape CentrePoint Radius
三、 函数及其参数
Abs (Input)
ACos (Value)
AOutput (Signal)
ArgName (Parameter)
ASin (Value)
ATan (Value)
ATan2 (Y X)
ByteToStr (ByteData [\Hex] | [\Okt] | [\Bin] | [\Char])
ClkRead (Clock) CorrRead
Cos (Angle)
CPos ([Tool] [\WObj])
CRobT ([Tool] [\WObj])
DefDFrame (OldP1 OldP2 OldP3 NewP1 NewP2 NewP3)
DefFrame (NewP1 NewP2 NewP3 [\Origin])
Dim (ArrPar DimNo)
DOutput (Signal)
EulerZYX ([\X] | [\Y] | [\Z] Rotation)
Exp (Exponent)
GOutput (Signal)
GetTime ( [\WDay] | [\Hour] | [\Min] | [\Sec] )
IndInpos MecUnit Axis
IndSpeed MecUnit Axis [\InSpeed] | [\ZeroSpeed]
IsPers (DatObj)
IsVar (DatObj)
MirPos (Point MirPlane [\WObj] [\MirY])
NumToStr (Val Dec [\Exp])
Offs (Point XOffset YOffset ZOffset)
OrientZYX (ZAngle YAngle XAngle)
ORobT (OrgPoint [\InPDisp] | [\InEOffs])
PoseInv (Pose)
PoseMult (Pose1 Pose2)
PoseVect (Pose Pos)
Pow (Base Exponent) Present (OptPar)
ReadBin (IODevice [\Time])
ReadMotor [\MecUnit ]Axis
ReadNum (IODevice [\Time])
ReadStr (IODevice [\Time])
RelTool (Point Dx Dy Dz [\Rx] [\Ry] [\Rz])
Round ( Val [\Dec])
Sin (An gl e )
Sqrt (Value)
StrFind (Str ChPos Set [\NotInSet])
StrLen (Str)
StrMap ( Str FromMap ToMap)
StrMatch (Str ChPos Pattern)
StrMemb (Str ChPos Set)
StrOrder ( Str1 Str2 Order)
StrPart (Str ChPos Len)
StrToByte (ConStr [\Hex] | [\Okt] | [\Bin] | [\Char])
StrToVal ( Str Val )
Tan (Angle)
TestDI (Signal)
Trunc ( Val [\Dec] )
ValToStr ( Val )
扩展资料:
ABB机器人的主要应用领域:
1,机器人码垛
包装的种类、工厂环境和客户需求等将码垛变成包装工厂里一个头痛的难题,选用码垛机器人*大的优势是解放劳动力,一台码垛机至少可以代替三四个工人的工作量,大大削减了人工成本。码垛机器人是将包装货物整齐的、自动的码垛,在末端执行器安装有机械接口,可以跟换抓手,使码垛机器人应用在更多的场合,其应用在工业生产和立体化仓库,码垛机器人的使用无疑会大大的提高生厂力,降低工人的工作强度,在个别恶劣的工作环境下还对工人的人身安全起到有效保障的作用。
2,机器人焊接
采用机器人进行焊接作业可以极大地提高生产效益和经济效率;焊接的参数对焊接结果起到决定性作用,人工焊接时,速度、干伸长等都是变化的。机器人的移动速度快,可达3m/s,甚至更快,采用机器人焊接比同样用人工焊接效率可提高2~4倍,焊接质量优良且稳定。
3,机器人激光切割
激光切割时利用工业机器人灵活快速的工作性能,根据客户切割加工工件尺寸的大小不同,可以选择机器人正装或者倒装,对不同产品进行示教编程或者离线编程,机器人的第六轴装载光纤激光切割头对不规则工件进行三维切割。加工成本低廉,设备虽然一次性投入较贵,但连续的,大量的加工*终使每个工件的综合成本降低下来。
4,机器人冲压
冲压机器人能代替人工作业的繁琐重复劳动以实现生产的机械全自动化,能在不同的环境下高速运作的情况下还能确保人身安全,因而广泛应用于机械制造、冶 金、电子、轻工和原子能等企业,因为这些行业在生产过程中的重复动作相对比较多,所以在这些行业中利用冲压机器人的价值会很高,这些行业利用冲压机器人生产商品的效率会很高,从而为企业带来更高的利润。机械手全自动化解决方案:节省人力物力,降低企业在生产过程中的成本。取出生产好的产品放置在输送带或承接台上传送到指定目标地点,只要1人管理或一人同时看两台甚至更多台注塑机,可大大节省人工,节约人工工资成本,做成自动流水线更能节省厂地的使用范围。
5,机器人喷涂
喷涂机器人又叫喷漆机器人,是可进行自动喷漆或喷涂其他涂料的工业机器人。
喷涂机器人**地按照轨迹进行喷涂,无偏移并完美地控制喷枪的启动。确保指定的喷涂厚度,偏差量控制在*小。喷涂机器人喷涂能减少喷涂和喷剂的浪费,延长过滤寿命,降低喷房泥灰含量,显著加长过滤器工作时间,减少喷房结垢。输送级别提高30%!
6,机器人分拣
分拣工作是内部物流*复杂的一环,往往人工工时耗费*多。自动分拣机器人能够实现 24 小时不间断分拣;占地面积小,分拣效率高,可减少70%人工;精准、高效,提升工作效率,降低物流成本。
机器人高速分拣可以在快速流水线作业中准确跟踪传送带的速度,通过视觉智能识别物体的位置、颜色、形状、尺寸等,并按照特定的要求进行装箱、分拣、排列等工作,以其快速灵活的特点大大提高了企业生产线的效率,降低了企业的运营成本。
性能:支持RS232 / 485、TCP / IP 自定义通信; 支持EtherCAT、Modbus 485、Modbus TCP 标准总线通信;
运动控制模块负责机器运动学、路径规划等算法的处理及运动控制;视觉模块包含视觉标定、模版匹配、图像处理;跟踪模块匹配视觉处理结果和外部输送线运行情况,进行动态跟踪,实现机器与视觉的无缝对接。
7,机床上下料
机床上下料机器人系统,主要用于加工单元和自动生产线待加工毛坯件的上料、加工完工件的下料、机床与机床之间工序转换工件的搬运以及工件翻转,实现车削、铣削、磨削、钻削等金属切削机床的自动化加工。
机器人与机床的紧密结合,不仅是自动化生产水平的提高,更是工厂生产效率革新与竞争力的提升。机械加工上下料需要重复持续的作业,并要求作业的一致性与精准性,而一般工厂对配件的加工工艺流程需要多台机床多道工序的连续加工制成……随着用工成本的提高及生产效率提升带来的生产压力,加工能力的自动化程度及柔性制造能力成为工厂竞争力提升的关卡。机器人代替人工上下料作业,通过自动供料料仓、输送带等方式,实现高效的自动上下料系统。
8,机器人视觉应用
机器人视觉技术是把机器视觉加入到工业机器人应用系统中,相互协调完成相应工作。
采用工业机器人视觉技术,能够避免一些外在因素对检验精度的影响,有效克服温度、速度的影响,提高检验的精度。机器视觉可以对产品的外形、颜色、大小、亮度、长度等进行检测,搭配工业机器人可以完成物料的定位、追踪、分拣、装配等需求。





