标准中托司规格图【图解】
以下为标准中托司规格图,随小编一起来看看吧:
标准模架——针板导柱标准位置规格 | ||||
型号 | 2组针板导柱 | 4组针板导柱 | 针板导柱直径 | |
2Guides | 4Guides | |||
B | A | B | ||
1515 | 114 |
|
| ¢12 |
1518 | 144 | |||
1520 | 164 | |||
1523 | 194 | |||
1525 | 214 | |||
1530 |
| 48 | 216 | |
1818 | 138 |
|
| |
1820 | 158 |
|
| |
1823 | 188 |
|
| |
1825 | 208 |
|
| |
1830 |
| 68 | 210 | |
1835 |
| 260 | ||
2020 | 150 |
|
| |
2023 | 180 | |||
2025 | 200 | |||
2030 |
| 80 | 194 | |
2035 | 244 | |||
2040 | 294 | |||
2045 | 344 | |||
2323 | 180 |
|
| |
2325 | 200 | |||
2327 | 220 | |||
2330 |
| 106 | 194 | |
2335 | 244 | |||
2340 | 294 | |||
2525 | 200 |
|
| ¢16 |
2527 | 220 | |||
2530 |
| 110 | 190 | |
2535 | 102 | 230 | ||
2540 | 280 | |||
2545 | 330 | |||
2550 | 380 | |||
2730 |
| 114 | 172 | |
2735 | 222 | |||
2740 | 272 | |||
2930 |
| 134 | 172 | |
2935 | 222 | |||
2940 | 272 | |||
3030 |
| 134 | 172 | |
3032 | 192 | |||
3035 | 222 | |||
3040 | 272 | |||
3045 | 128 | 308 | ¢20 | |
3050 | 358 | |||
3055 | 408 | |||
3060 | 458 | |||
3335 |
| 154 | 208 | |
3340 | 258 | |||
3345 | 308 | |||
3350 | 358 | |||
3535 |
| 164 | 208 | |
3540 | 258 | |||
3545 | 308 | |||
3550 | 152 | 358 | ||
3555 | 408 | |||
3560 | 458 | |||
3570 | 558 | |||
4040 |
| 198 | 252 | ¢25 |
4045 | 302 | |||
4050 | 352 | |||
4055 | 402 | |||
4060 | 452 | |||
4070 | 552 | |||
4545 |
| 226 | 286 | |
4550 | 336 | |||
4555 | 386 | |||
4560 | 436 | |||
4570 | 536 | |||
5050 |
| 256 | 336 | |
5055 | 386 | |||
5060 | 436 | |||
5070 | 536 | |||
扩展资料:
1、中托司的设计标准:
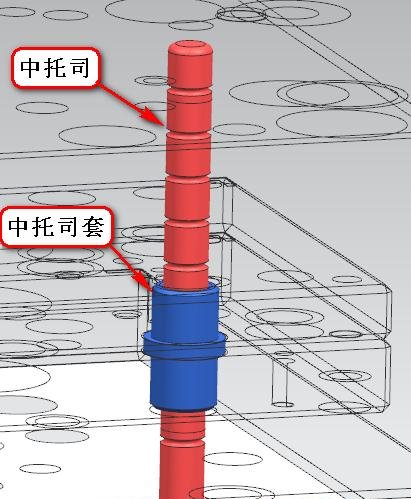
我们常说的中托司,是顶针板在往复运动时的导向作用,保证顶出的过程中运动平稳无偏差,顺利顶出。我们都知道是在设计时调模架就可以顺便把中托司调出来,往往是这样,很多人都忽略了中托司的设计标准和原则。
中托司的使用原则:
1顶针比较多时要做中托司,一般以30支为界;
2顶针比较细而且比较多时要做中托司,一般细指2MM下的有托顶针;
3一套模中有多种不同的制品时要做中托司;
4一套模中成品形状相差太大时要做中托司;
5有司筒针时要做中托司;
6有二次顶出时顶针板数增多,更加需要做顶出导向;
7方铁高于120MM时要做中托司;
8有斜顶时需要做中托司,因为顶针板如果顶出不顺会增大斜顶烧伤的几率;
9客户特别要求时也是要做的。
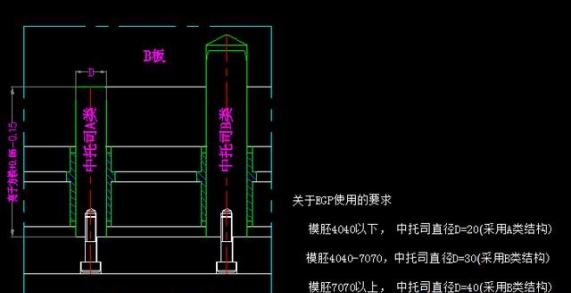
我们从力学的受力分析上讲:中托司最好不要与回针,弹簧放在一条线上。模具中安装中托司,回针单边避空0.1-0.2。中托司的大小一般与回针相同或小一号,常用的直径为16,20,25,30。
下面的表格是我们总结出来的一些经验值:
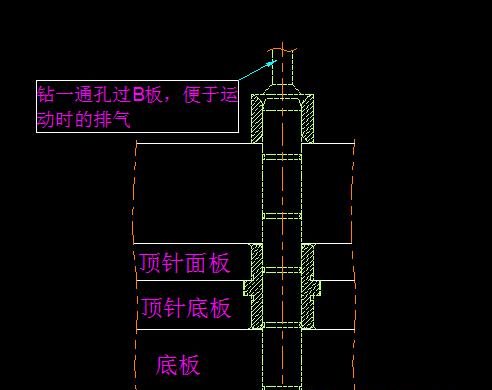
二、中托司的运用:
顶针板上加中托司是为了顶出的平衡与顺畅,有些精密模是要求全部加中托司的,而一般的国内模出于成本的考虑,有选择性的加中托司,而中托司到底应该如何的加法呢?
1中托司是成对出现的,根据模的大小,可以选择加一对,二对,或者三对。
2中托司的大小选择,一般可以选择和扶针一样的大,或者比扶针小一号。
3到底哪些情况是需要加中托司的呢?常见的有:
①顶针数量比较多时,常指多于40根以上。
②有直径小于2MM的有托顶针时。
③有斜顶时。
④推板模时。
⑤机嘴偏心。
⑥二次顶出时。
⑦一模多穴,而每个产品不一样,而导致顶针一边多一边少时。




